


Варианты способов изготовления переходной плиты.
а) Вырезается заготовка газосваркой или ручной плазменной резкой.
б) Кернится центр заготовки.
в) Переносится координаты точек радиусолинейным методом.
г) Сверлятся отверстия.
д) Вырезается внутренний контур переходной плиты.
е) Нарезается резьба.
Плюсы:
Самый дешевый способ.
Минусы:
Большая вероятность увода отверстий от центра при сверловке. (в ручном методе)
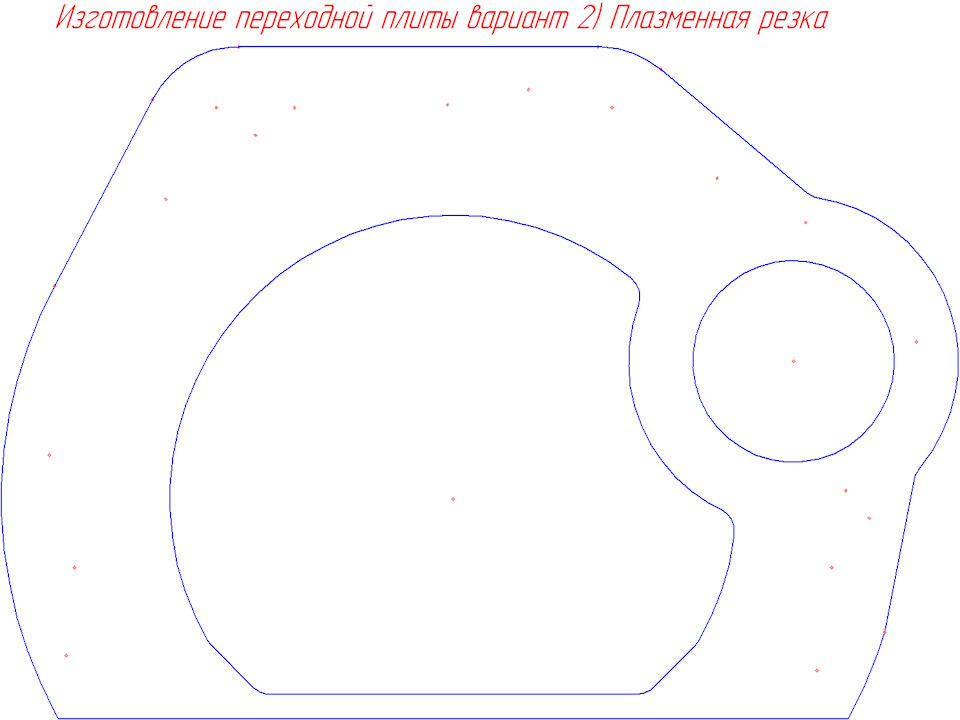
2) Плазменная резка.
а) Вырезается внешние и внутренние контура, а так же проставляются точки — центра отверстий переходной плиты на станке плазменной резки.
б) Сверлятся отверстия на сверлильном станке при помощи искателя центра отверстий.
в) Зенкеровка потайных крепежных отверстий двигателя.
г) Нарезается резьба.
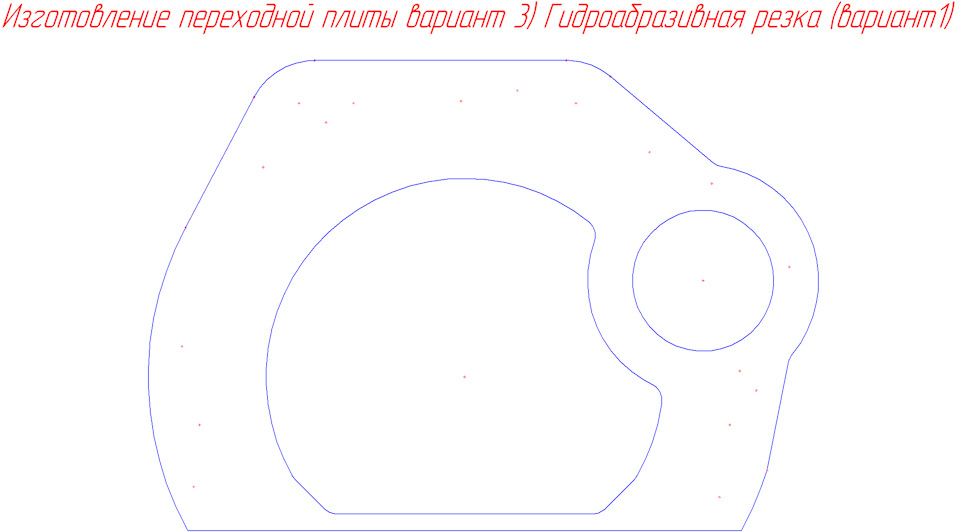
3) Гидроабразивная резка.
1) Если делать сразу нужную толщину (в моем случае 20мм).
а) Вырезается внешние и внутренние контура, а так же проставляются точки — центра отверстий переходной плиты на станке гидроабразивной резки.
б) Сверлятся отверстия на сверлильном станке при помощи искателя центра отверстий.
в) Зенкеровка потайных крепежных отверстий двигателя.
г) Нарезается резьба.
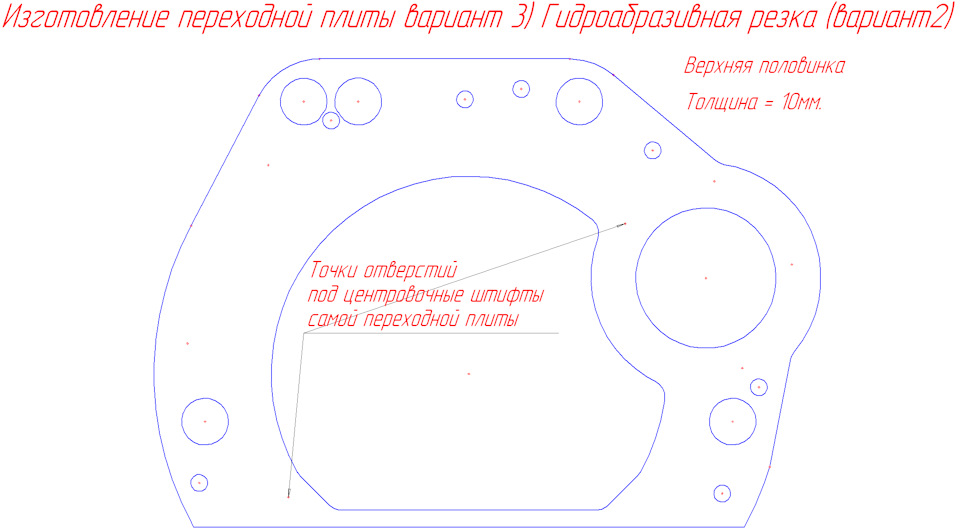
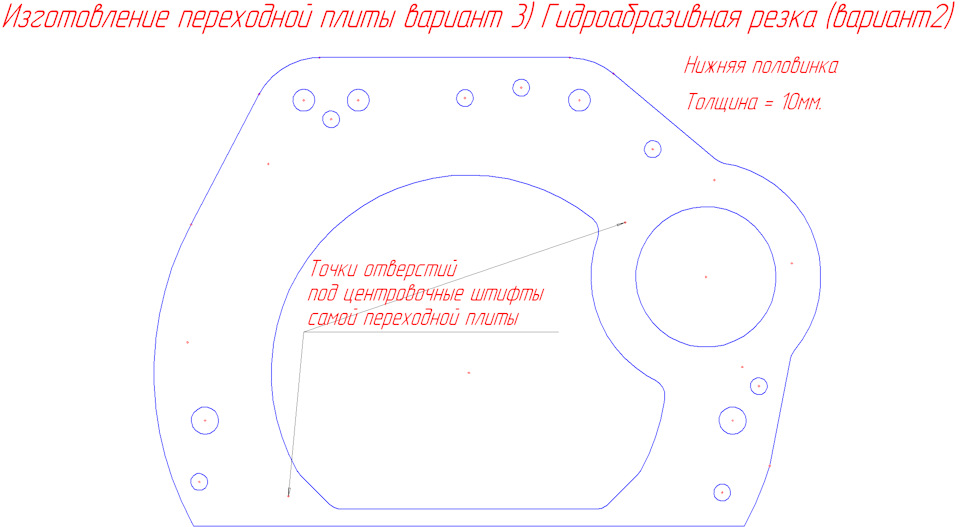
2) Если делать сборную из двух частей.
а) Вырезается внешние и внутренние контура, а так же отверстия переходной плиты под резьбу на станке гидроабразивной резки.
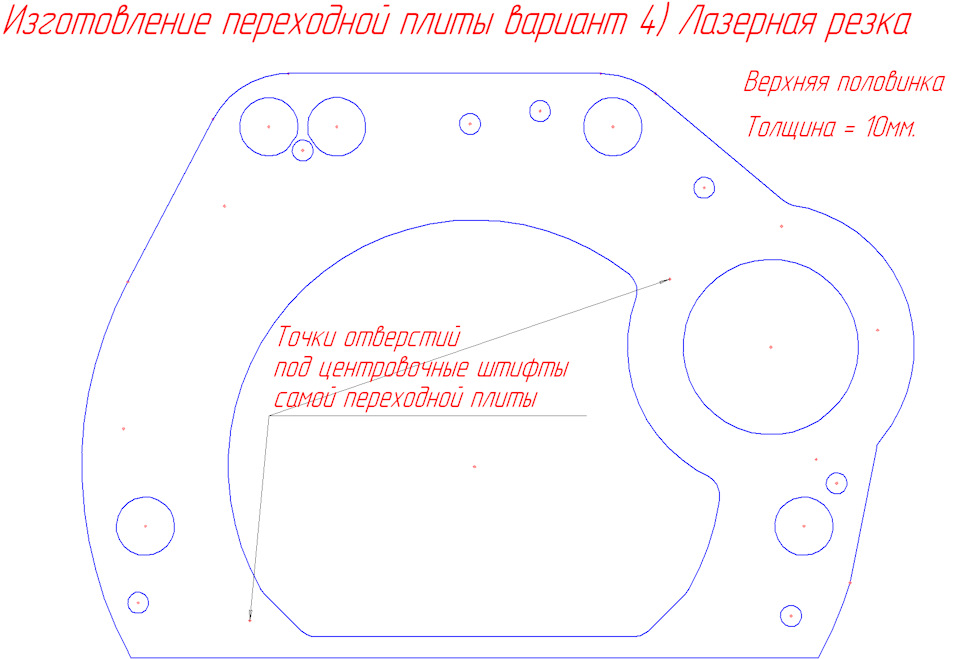
В моем случае это две плиты толщиной 10 мм. Для каждой половинки свой чертеж.
Верхняя половинка = Отверстия потай двигателя и крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
Нижняя половинка = Крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
б) Обе половинки штифтуюся между собой центровочными штифтами.
в) В свободных местах сверлятся и нарезается резьба для стяжки половинок болтами.
г) По торцу переходных плит варятся сплошные прерывистые швы (длина шва приблизительно 15-20мм).
д) Нарезается резьба.
Плюсы:
Отличное качество кромки среза.
Может резать очень толстые материалы по прямому и криволинейному резу, кроме диаметров отверстий.
Минусы:
Космическая цена.
Нужно найти хорошую фирму по гидроабразивной резки ( хороший станок с грамотным оператором).
Могут прорезать качественно, отверстие не больше толщины материала.
Есть конусность среза ( чем толще материал, тем больше конусность).
Делать придется сборную из двух частей или искать лазерную резку, которая сможет резать 20мм.
В моем случае это две плиты толщиной 10 мм. Для каждой половинки свой чертеж.
Верхняя половинка = Отверстия потай двигателя и крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
Нижняя половинка = Крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.

б) Обе половинки штифтуюся между собой центровочными штифтами.
в) В свободных местах сверлятся и нарезается резьба для стяжки половинок болтами.
г) По торцу переходных плит варятся сплошные прерывистые швы (длина шва приблизительно 15-20мм).
д) Нарезается резьба.
Плюсы:
Отличное качество кромки среза.
Минусы:
Космическая цена. (особенно если есть «порог» начальной суммы заказа)
Нужно найти хорошую фирму по лазерной резки ( хороший станок с грамотным оператором).
Могут прорезать качественно, отверстие не больше толщины материала.
Есть конусность среза ( чем толще материал тем больше конусность).
Фрезеровка на ЧПУ станке.
Можно сделать, конечно и на обычном вертикальнофрезерном станке, но тогда нужно чтоб станок был в хорошем состоянии и станочник квалифицированный.
а) На плазме вырезается заготовка нужных размеров.
б) На шлифовальном станке с обоих сторон шлифуется в размер заготовка (Можно обойтись и чистовой фрезеровкой с двух сторон).
в) Фрезеровка на ЧПУ + могут нарезать резьбы прям на станке, если есть соответствующий инструмент.
г) Нарезается резьба.

Плюсы:
Отличное качество поверхности.
Высокая точность позиционирования инструментов.
Минусы:
Очень высокая цена.
По цене такойже как и гидроабразив зависит от фирм и станков, но качество фрезеровки выше всех перечисленных вместе взятых. А так же заказчику остается после получения заказа лишь установить переходную плиту на свое место.
Кстати цена снижается, если у вас есть готовый полностью отчерченный файл переходной плиты в CAD программах. Как правило, это файлы программы AutoCAD. Формат нужен DWG Так как свой чертеж переходной плиты я чертил в КОМПАС-3D V12, а в ней есть экспорт как раз в нужный формат DWG. При конвертации размер не сбивается проверял в AutoCAD, но вам настоятельно рекомендую перепроверить иначе ошибка будет вам дорого стоить.
Процесс изготовления моей плиты.
1) На плазме вырезал 2 заготовки круглой формы с отверстием по центру ф100 мм.
1 заготовка = основная заготовка толщиной 22мм из которой будет вырезаться переходная плита.
2 заготовка = «подложка» толщиной 10 мм. Она нужна, что бы фрезеровщик не прорезал стол станка когда будет резать переходную плиту из основной заготовке. (Этот способ снизит стоимость фрезерных работ, так как фрезеровщику не придется выставлять заготовку по высоте в плоскости. Но нужно сначала обсудить этот вариант с фрезеровщиком)

2) Эти две заготовки шлифуются с двух сторон. «Подложка» шлифуется до «чистоты», а основная заготовка в размер 20 мм (рекомендую шлифовать размер в»0″)
Если не нашли шлифовальные станки, можете ободрать эти заготовки на токарном станке ДИП 300 (зависит от размеров самой заготовки) или же на фрезерном, чистовая обработка с двух сторон в размер.
3) Передаем наш файл с чертежом переходной плиты в формате DWG станочнику. Станочник при помощи спец. программы переносит чертеж в программу, где сама эта программа пишет технологический процесс обработки (коды) детали.
На этом этапе, возможно придется докупать инструмент, если у станочника нет в наличии.
4) На фрезерный стол станка сначала ставиться «подложка», сверху ставится основная заготовка.
5) Станочник выставляет нули ( грубо говоря начало координат).
6) Станочник запускает программу станка по фрезеровке переходной плиты.
7) Если у станочника есть необходимый инструмент для нарезания резьбы, тогда эта операция проходит на автопилоте на станке. Ну а если инструмента нет придется резать резьбу вручную или на радиально сверлильном станке или на сверлильном станке с приспособлением.
Основная важность в этом моменте это перпендикулярность резьбы относительно плоскости переходной плиты. Если завалить резьбы, то можно всю проделанную работу кинуть коту под хвост.
Сообщение улан » 11 ноя 2014, 15:47

- Re: Срочно,нужен чертеж кпп 2101
- Barkas. Тюнинг и разные модернизации ⇒ Изготовление переходной плиты с коробки баркас на двигатель ваз 2108
- Как сделать переходную плиту на двигатель видео
- Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 7
- Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 1.
- Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 10
- Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 9
- Лада 2106 1997, двигатель бензиновый 1.4 л., 74 л. с., задний привод, автоматическая коробка передач — тюнинг
- Машины в продаже
- Лада 2106, 1999
- Лада 2106, 1983
- Лада 2106, 1987
- Лада 2106, 1992
- Комментарии 10
Re: Срочно,нужен чертеж кпп 2101
Сообщение lunatik-1 » 11 ноя 2014, 15:49
Сообщение улан » 11 ноя 2014, 16:03

Сообщение евген 66 » 11 ноя 2014, 16:10

Сообщение gromoverjetc » 11 ноя 2014, 16:20
Вот такое есть. Это черетеж плиты под запоровскую КП, вроде бы, но координаты жигулевской кп взять можно.
В обход идти понятно, не очень-то легко, Не очень-то приятно и очень далеко.
Barkas. Тюнинг и разные модернизации. Клуб ретро-автобусов и микроавтобусов
Barkas. Тюнинг и разные модернизации ⇒ Изготовление переходной плиты с коробки баркас на двигатель ваз 2108
Модератор: Кекс
Сообщение Мореман » 15 мар 2018, 13:59

Сообщение Misha » 15 мар 2018, 14:14
Сообщение Мореман » 15 мар 2018, 15:34

Сообщение михмех » 15 мар 2018, 16:00
Сообщение Дядя Андрей » 15 мар 2018, 16:35
Сообщение михмех » 15 мар 2018, 16:45
Сообщение Shuriken2 » 15 мар 2018, 23:02

Сообщение Кекс » 16 мар 2018, 16:33
Сообщение Shuriken2 » 16 мар 2018, 17:12
Для тебя ГДР – это часть твоей личной истории, а для большинства баркасоводов это просто три буковки, обозначающие несуществующую ныне страну.
Отправлено спустя 1 минуту 57 секунд:
PS
Дядя Андрей
Обратиться по никнейму
Сообщений в теме: 1
Всего сообщений: 1
Зарегистрирован: Вчера
Сообщение Дядя Андрей » 16 мар 2018, 18:53
Сообщение Владимир1959 » 16 мар 2018, 20:20

Сообщение Дядя Андрей » 16 мар 2018, 21:13
Сообщение Владимир1959 » 16 мар 2018, 22:20
Как сделать переходную плиту на двигатель видео
Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 7
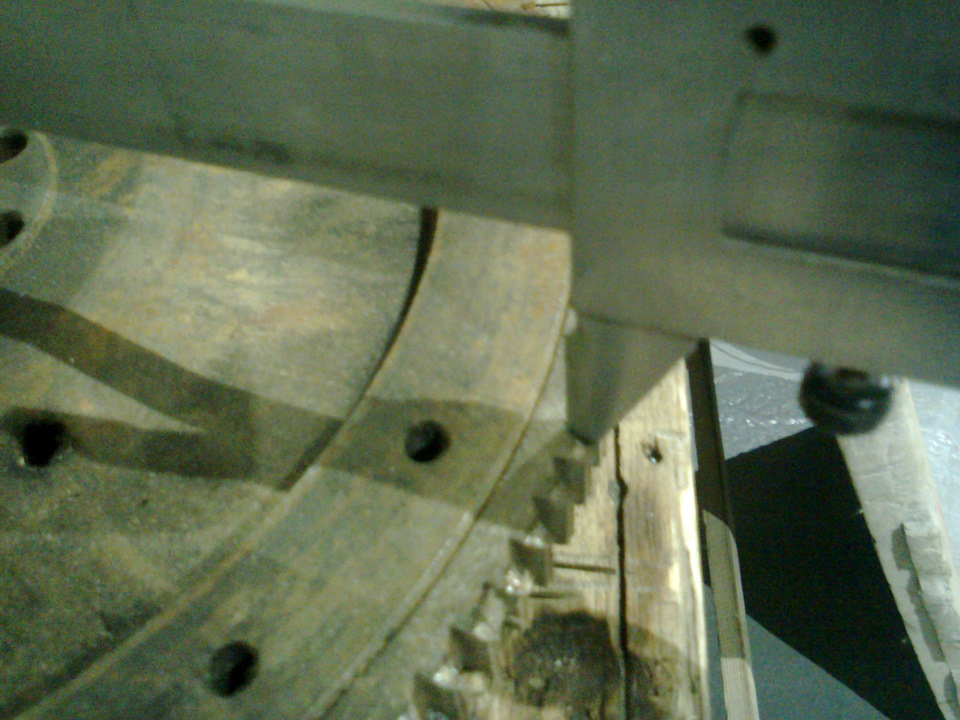
Подбор расположения стартера.
Понадобиться:
1)Маховик.
2)Стартер.
3)Штангенциркуль на 250 мм.

1) Замеряем радиус маховика.
а) Замеряем диаметр отверстия маховика. (Ф35,1мм)
б) Замеряем расстояние от стенки отверстия маховика до впадины между зубьев венца.
(Замерять острыми губками штангенциркуля) (116,3мм)
в) Формула (Диаметр отверстия маховика : 2 = радиус отверстия маховика)
Пример: (мои данные) Ф35,1мм : 2 = 17,55мм (радиус отверстия маховика)
г) Формула (Радиус отверстия маховика + Расстояние от стенки отверстия маховика до впадины между зубьев венца = Радиус маховика)
Пример: (мои данные) 17,55мм + 116,3мм = 133,85мм


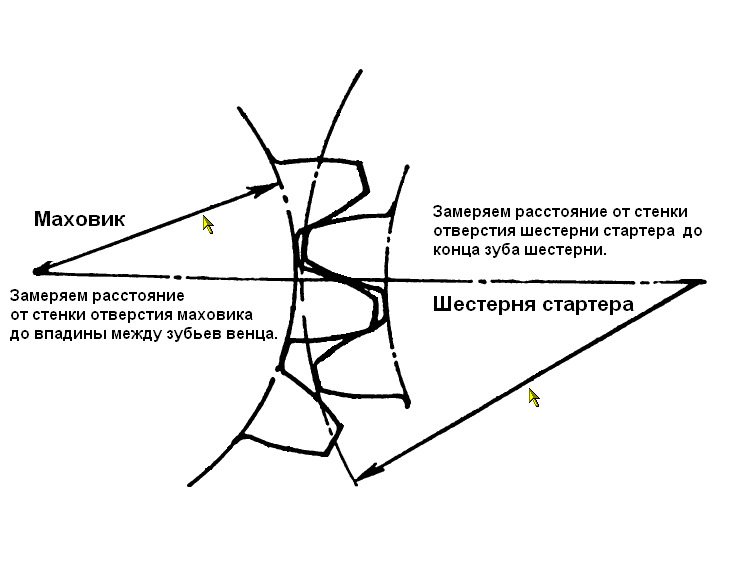
2) Замеряем радиус шестерни стартера.
Есть два варианта промера:
I) Если зубья шестерни расположены симметрично друг другу относительно оси. Стартер разбирать не нужно. Это самый легкий вариант = измеряем наружный диаметр и находим радиус. Но есть вероятности погрешности: не подлезть штангелем (зависит от стартера).
II) Если зубья шестерни расположены асимметрично друг другу относительно оси. Нужно разбирать стартер. Это более трудоемкий вариант, но самый точный. (такие же действия, что и с маховиком за исключением, второе расстояние нужно брать до конца зуба шестерни)
Я делал замеры вариантом II)
а) Замеряем диаметр отверстия шестерни стартера. (Ф14,3мм)
б) Замеряем расстояние от стенки отверстия шестерни стартера до конца зуба шестерни.
(Замерять острыми губками штангенциркуля) (8,8мм)
в) Формула (Диаметр отверстия шестерни стартера : 2 = радиус отверстия шестерни стартера)
Пример: (мои данные) Ф14,3мм : 2 = 7,15мм (радиус отверстия шестерни стартера)
г) Формула (Радиус отверстия шестерни стартера + Расстояние от стенки отверстия шестерни стартера до конца зуба шестерни = Радиус шестерни стартера)
Пример: (мои данные) 7,15мм + 8,8мм = 15,95мм
Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 1.
Универсальный метод снять координаты центров крепежных отверстий и валов.
Так как на DRIVE2 стоит ограничение по количеству фоток в статье, я буду основные фотки выкладывать в статье, а второстепенные выкладывать в комментариях.
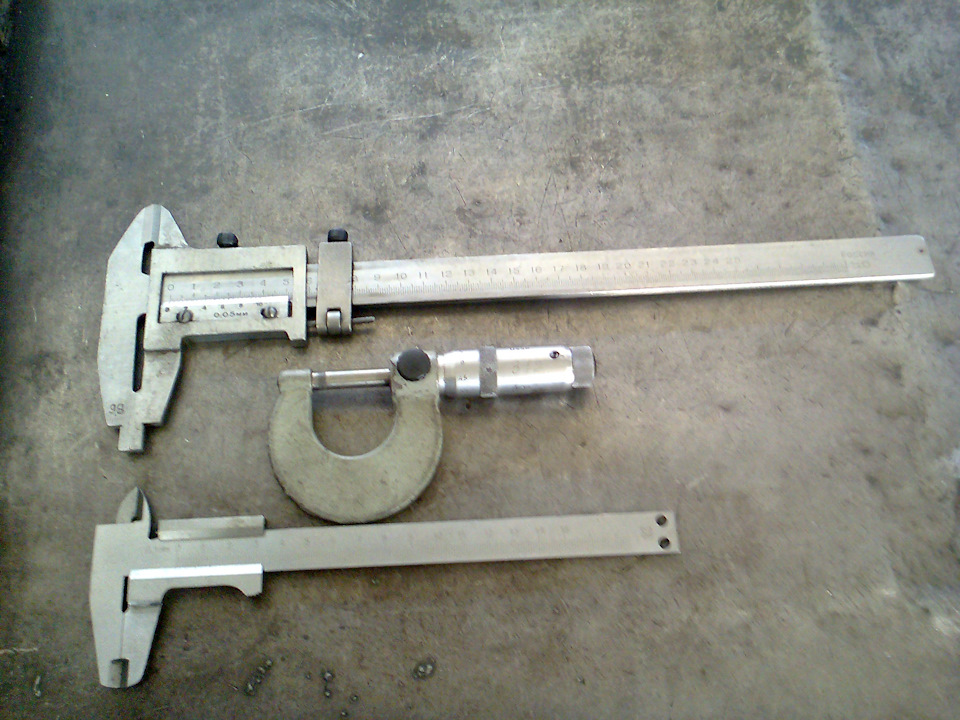
Материалы и инструмент:
1)Толстое стекло (лучше толщиной 5-6 мм. (поверхность максимально ровная)).
Размеры стекла должны перекрывать деталь.
2)Бумажные зажимы. (Фото в комментариях)
3)Толстый картон (толщина 3-4 мм. (не гофрированный)).
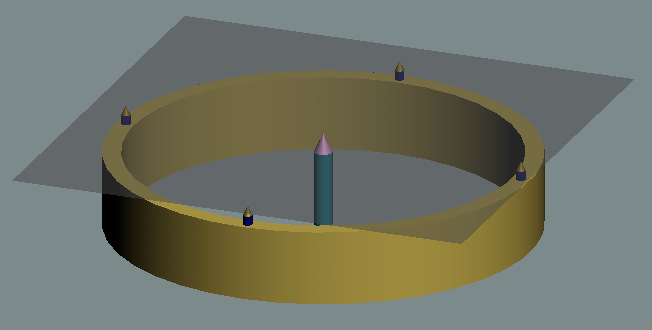
4)Центровочные керна (керна для отверстий + керна для валов).
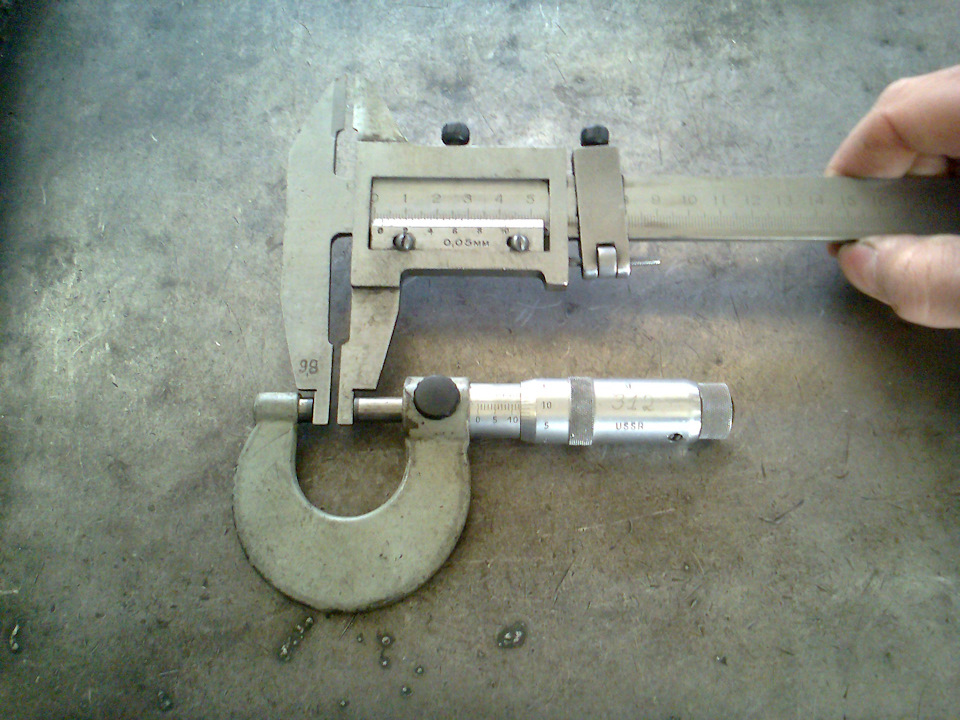
5)Штангенциркуль на 250 (цена деления минимум 1 десятка (0,1мм))
6)Микрометр 0-25мм.
7)Штангенциркуль («колумбик»).
8)Программа КОМПАС. Можно любую другую, но в этой мне проще и удобней.
9)Миллиметровка (для моих размеров я нашел только в рулоне) Она нужна лишь для удобства можно обойтись и без неё.
10)Металлическая линейка длиной 500 мм.
11)Карандаш.
12) Гофрированный картон можно и обычный.
13)Малярный скотч для удобства лучше брать широкий.
14)Высокий крепкий стол (для удобства, чтоб не ползать на карачках).
15)Обратный молоток.
17)Оправки под обратный молоток для глухих отверстий и валов.
18)Оправки для запрессовки центровочных керн (материал медь, бронза, алюминий, фторопласт).
19)Бородок (для извлечения центровочных керн из сквозных отверстий (материал сталь; цветные металлы приветствуются).
20)Молоток или кувалдочка.
21)Резьбомер. (Промер шага резьбы) (Фото в комментариях)
Не важно с какого агрегата нужно снять координаты отверстий.
Свой метод я покажу на примере снятия координат с АКПП. Двигатель рассматривать не буду, так как все идентично. Главное это принцип.
Процесс снятия координат:
1)Этот шаг чисто для удобства можно обойтись и без него. Он помогает избежать эффекта зеркальности при переносе подробностей о отверстиях и не перепутать отверстия.
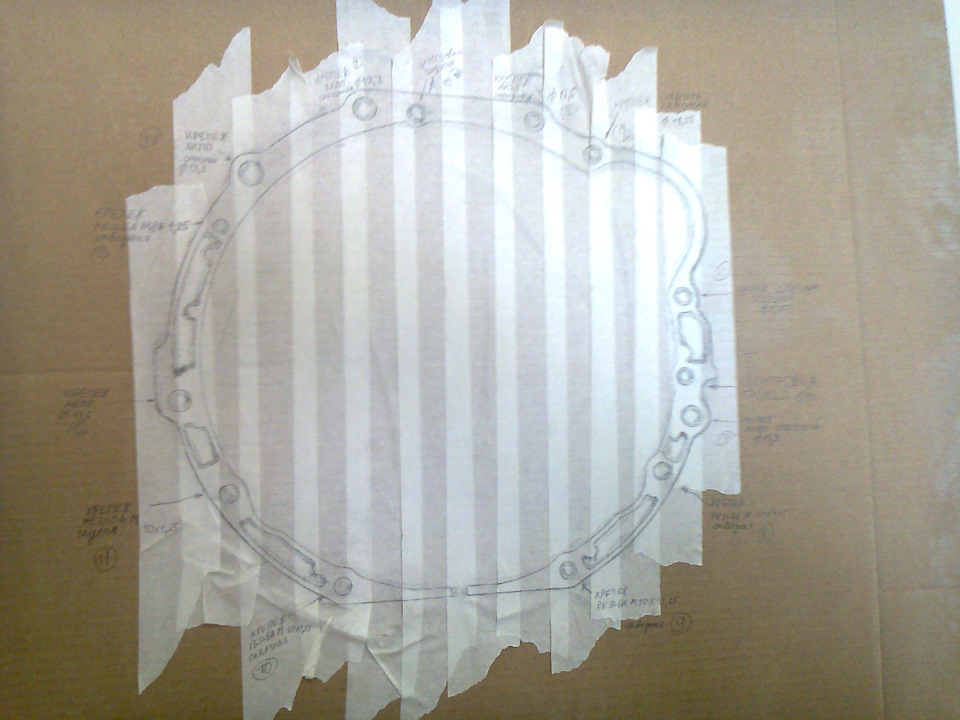
Малярным скотчем оклеиваем плоскость АКПП методом перехлеста (эффект «черепицы»).
а)Очерчиваем торец корпуса АКПП карандашом.

б)Отлипляем бумажный лист из скотча от поверхности АКПП и приклеиваем его на гофракартон (картон от коробок бытовой техники).
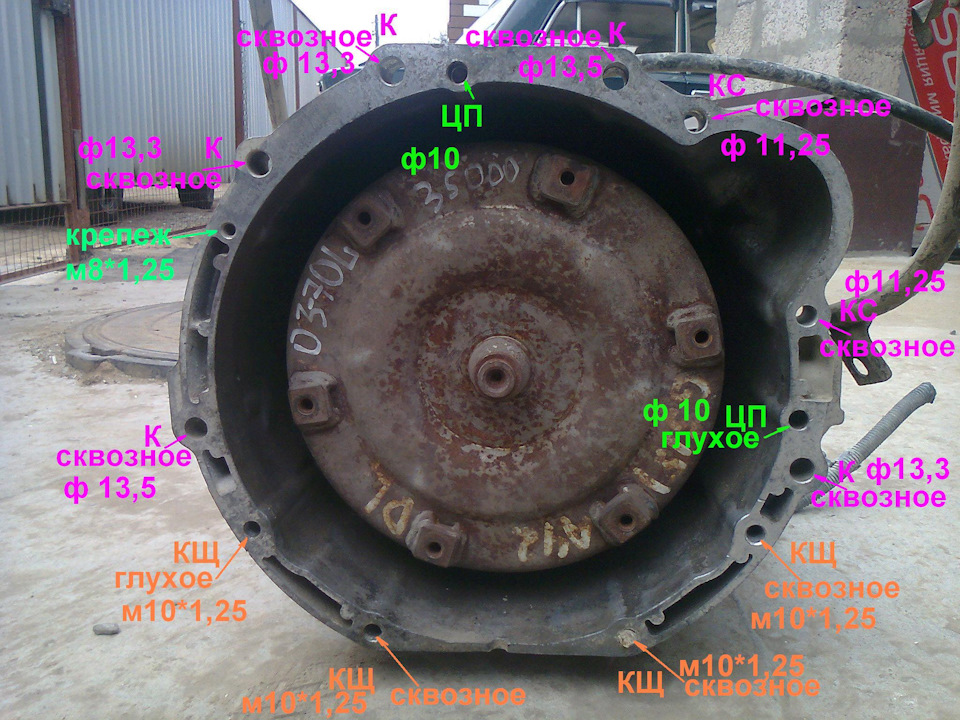
2)Промеряем крепежные отверстия АКПП (детали) и вала, а так же центровочные отверстия.
б)Отверстия с резьбой. Штангель («колумбик») + резьбомер вам в помощь. Основная задача узнать точно шаг. (как правило в автомобильном крепеже идет шаг резьбы 1,25)
в)Вал АКПП промеряется микрометром. При замере вала нужен ещё один размер: высота от шейки вала (та которую замеряем; Ф) до торцевой поверхности АКПП. Этот размер нужен, чтобы все керна были в одной плоскости (на ровне). Лучший способ промерить этот размер: на торец АКПП на ребро ставиться штангенциркуль на 250. Затем глубиномером «колумбика» упираемся в основание шейки измеряемого диаметра, а вторым концом «колумбика» упираемся в ребро штангенциркуля на 250. Из полученной высоты вычитаем ширину штангенциркуля на 250, вот и получилась искомая высота.
(Фото в комментариях)
3)Записываем размеры на отпечатке торца АКПП (на бумажном листе из малярного скотча ), а также Ф; резьба; что именно крепят данные отверстия посредством болта; отверстия под центровочные штифты. Так же советую эти данные перенести на фото торца АКПП. (облегчит перенос данных в программу КОМПАС)
4)При изготовлении центровочных керн все посадочные размеры делаются в «0» (токаря поймут). Высота всех керн должна быть одинаковой, особо это касается вала АКПП.
Так же нужно будет изготовить оснастку: обратный молоток, насадки для обратного молотка под керна с глухими отверстиями и вал АКПП, оправки для запрессовки центровочных керн, бородок для извлечения керн из сквозных отверстий.
Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 10
Варианты способов изготовления переходной плиты.
а) Вырезается заготовка газосваркой или ручной плазменной резкой.
б) Кернится центр заготовки.
в) Переносится координаты точек радиусолинейным методом.
г) Сверлятся отверстия.
д) Вырезается внутренний контур переходной плиты.
е) Нарезается резьба.
Плюсы:
Самый дешевый способ.
Минусы:
Большая вероятность увода отверстий от центра при сверловке. (в ручном методе)
2) Плазменная резка.
а) Вырезается внешние и внутренние контура, а так же проставляются точки — центра отверстий переходной плиты на станке плазменной резки.
б) Сверлятся отверстия на сверлильном станке при помощи искателя центра отверстий.
в) Зенкеровка потайных крепежных отверстий двигателя.
г) Нарезается резьба.
3) Гидроабразивная резка.
1) Если делать сразу нужную толщину (в моем случае 20мм).
а) Вырезается внешние и внутренние контура, а так же проставляются точки — центра отверстий переходной плиты на станке гидроабразивной резки.
б) Сверлятся отверстия на сверлильном станке при помощи искателя центра отверстий.
в) Зенкеровка потайных крепежных отверстий двигателя.
г) Нарезается резьба.
2) Если делать сборную из двух частей.
а) Вырезается внешние и внутренние контура, а так же отверстия переходной плиты под резьбу на станке гидроабразивной резки.
В моем случае это две плиты толщиной 10 мм. Для каждой половинки свой чертеж.
Верхняя половинка = Отверстия потай двигателя и крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
Нижняя половинка = Крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
б) Обе половинки штифтуюся между собой центровочными штифтами.
в) В свободных местах сверлятся и нарезается резьба для стяжки половинок болтами.
г) По торцу переходных плит варятся сплошные прерывистые швы (длина шва приблизительно 15-20мм).
д) Нарезается резьба.
Плюсы:
Отличное качество кромки среза.
Может резать очень толстые материалы по прямому и криволинейному резу, кроме диаметров отверстий.
Минусы:
Космическая цена.
Нужно найти хорошую фирму по гидроабразивной резки ( хороший станок с грамотным оператором).
Могут прорезать качественно, отверстие не больше толщины материала.
Есть конусность среза ( чем толще материал, тем больше конусность).
Делать придется сборную из двух частей или искать лазерную резку, которая сможет резать 20мм.
В моем случае это две плиты толщиной 10 мм. Для каждой половинки свой чертеж.
Верхняя половинка = Отверстия потай двигателя и крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
Нижняя половинка = Крепежные отверстия АКПП с диаметрами под резьбу + Отверстия под центровочные штифты самой переходной плиты + Отверстия диаметром меньше толщины материала проставляется точками.
б) Обе половинки штифтуюся между собой центровочными штифтами.
в) В свободных местах сверлятся и нарезается резьба для стяжки половинок болтами.
г) По торцу переходных плит варятся сплошные прерывистые швы (длина шва приблизительно 15-20мм).
д) Нарезается резьба.
Плюсы:
Отличное качество кромки среза.
Минусы:
Космическая цена. (особенно если есть «порог» начальной суммы заказа)
Нужно найти хорошую фирму по лазерной резки ( хороший станок с грамотным оператором).
Могут прорезать качественно, отверстие не больше толщины материала.
Есть конусность среза ( чем толще материал тем больше конусность).
Фрезеровка на ЧПУ станке.
Можно сделать, конечно и на обычном вертикальнофрезерном станке, но тогда нужно чтоб станок был в хорошем состоянии и станочник квалифицированный.
а) На плазме вырезается заготовка нужных размеров.
б) На шлифовальном станке с обоих сторон шлифуется в размер заготовка (Можно обойтись и чистовой фрезеровкой с двух сторон).
в) Фрезеровка на ЧПУ + могут нарезать резьбы прям на станке, если есть соответствующий инструмент.
г) Нарезается резьба.
Плюсы:
Отличное качество поверхности.
Высокая точность позиционирования инструментов.
Минусы:
Очень высокая цена.
По цене такойже как и гидроабразив зависит от фирм и станков, но качество фрезеровки выше всех перечисленных вместе взятых. А так же заказчику остается после получения заказа лишь установить переходную плиту на свое место.
Кстати цена снижается, если у вас есть готовый полностью отчерченный файл переходной плиты в CAD программах. Как правило, это файлы программы AutoCAD. Формат нужен DWG Так как свой чертеж переходной плиты я чертил в КОМПАС-3D V12, а в ней есть экспорт как раз в нужный формат DWG. При конвертации размер не сбивается проверял в AutoCAD, но вам настоятельно рекомендую перепроверить иначе ошибка будет вам дорого стоить.
Процесс изготовления моей плиты.
1) На плазме вырезал 2 заготовки круглой формы с отверстием по центру ф100 мм.
1 заготовка = основная заготовка толщиной 22мм из которой будет вырезаться переходная плита.
2 заготовка = «подложка» толщиной 10 мм. Она нужна, что бы фрезеровщик не прорезал стол станка когда будет резать переходную плиту из основной заготовке. (Этот способ снизит стоимость фрезерных работ, так как фрезеровщику не придется выставлять заготовку по высоте в плоскости. Но нужно сначала обсудить этот вариант с фрезеровщиком)
2) Эти две заготовки шлифуются с двух сторон. «Подложка» шлифуется до «чистоты», а основная заготовка в размер 20 мм (рекомендую шлифовать размер в»0″)
Если не нашли шлифовальные станки, можете ободрать эти заготовки на токарном станке ДИП 300 (зависит от размеров самой заготовки) или же на фрезерном, чистовая обработка с двух сторон в размер.
3) Передаем наш файл с чертежом переходной плиты в формате DWG станочнику. Станочник при помощи спец. программы переносит чертеж в программу, где сама эта программа пишет технологический процесс обработки (коды) детали.
На этом этапе, возможно придется докупать инструмент, если у станочника нет в наличии.
4) На фрезерный стол станка сначала ставиться «подложка», сверху ставится основная заготовка.
5) Станочник выставляет нули ( грубо говоря начало координат).
6) Станочник запускает программу станка по фрезеровке переходной плиты.
7) Если у станочника есть необходимый инструмент для нарезания резьбы, тогда эта операция проходит на автопилоте на станке. Ну а если инструмента нет придется резать резьбу вручную или на радиально сверлильном станке или на сверлильном станке с приспособлением.
Основная важность в этом моменте это перпендикулярность резьбы относительно плоскости переходной плиты. Если завалить резьбы, то можно всю проделанную работу кинуть коту под хвост.
Лада 2106 внедрение АКПП › Бортжурнал › Метод изготовления переходной плиты под любой двигатель и коробку. Часть 9
1) Расчет толщины переходной плиты.
а) Замеряем расстояние от торца двигателя до торца маховика.
б) Формула (Полученное расстояние — зазор (минимум 2мм) = максимальная ширина переходной плиты без дополнительной обработки).
Можно эту ширину еще увеличить, но придется пожертвовать маховиком и площадью зацепа шестерен стартера, путем торцевания «ободка» маховика со стороны коленвала.


в) Замеряем высоту центровочных штифтов двигателя. (9мм)

г) Замеряем высоту головки крепежного болта двигателя.(10мм)

д) Формула (Высота центровочных штифтов двигателя + Высота головки крепежного болта двигателя = Минимальная толщина переходной плиты)
(Эту толщину, если нужно можно еще уменьшить. Путем изготовления заниженных центровочных штифтов двигателя максимум до 5мм и торцевания головки крепящего болта двигателя в разумных пределах (зависит от типа головки болта).
Для примера мои данные.
9мм +10мм = 19мм (минимальная толщина переходной плиты).
е) Прибавляем к этой толщине 1мм, чтоб головка болта полностью была скрыта в переходной плите.
Итого = 20мм. («округленная» минимальная толщина переходной плиты)
ё) Формула (Расстояние от торца двигателя до торца маховика — Минимальная толщина переходной плиты — Минимальный зазор 2мм = Воздушный зазор)
Таким образом, мы проверяем умещается ли наша переходная плита с минимальной толщиной в наши пределы.
Таким образом, такая толщина переходной плиты умещается в пределы с запасом в 4мм. То есть мы можем увеличить толщину переходной плиты на 4мм.
Я увеличу свою плиту всего лишь на 1мм, для того чтобы головка болта полностью была скрыта в переходной плите. А так же снизить стоимость материала переходной плиты (чем толще плита, тем дороже).
2) Материал переходной плиты.
а) Легкий (относительно стали).
б) Относительно прочный.
в) Проблематично купить нужных размеров.
г) Почти не кородирует.
а) Дорогой материал.
б) Ниже прочность (в сравнении со сталью).
в) Проблематичнее приварить дополнительное оборудование.
Как правило, это сталь 3. Можно взять сталь и более лучшего качества, но ценник на нее будет космический.
а) Относительно дешевый материал.
б) Прочный.
в) Можно легко приварить дополнительное оборудование.
г) Легко купить нужный кусок материала.
а) Тяжелый (относительно алюминия).
б) Труднее обрабатывать (в сравнение с алюминием).
в) Ржавеет.
Я выбрал сталь = дешево и сердито.
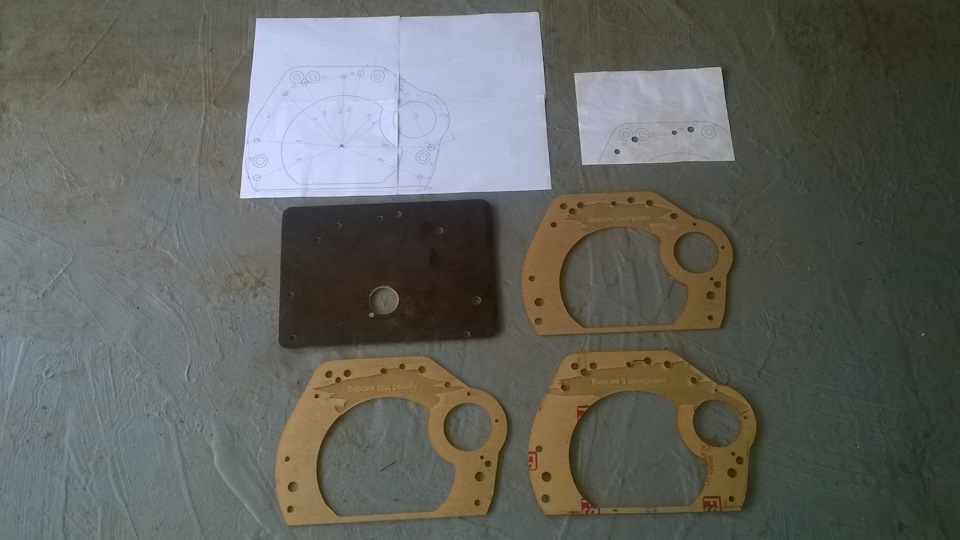
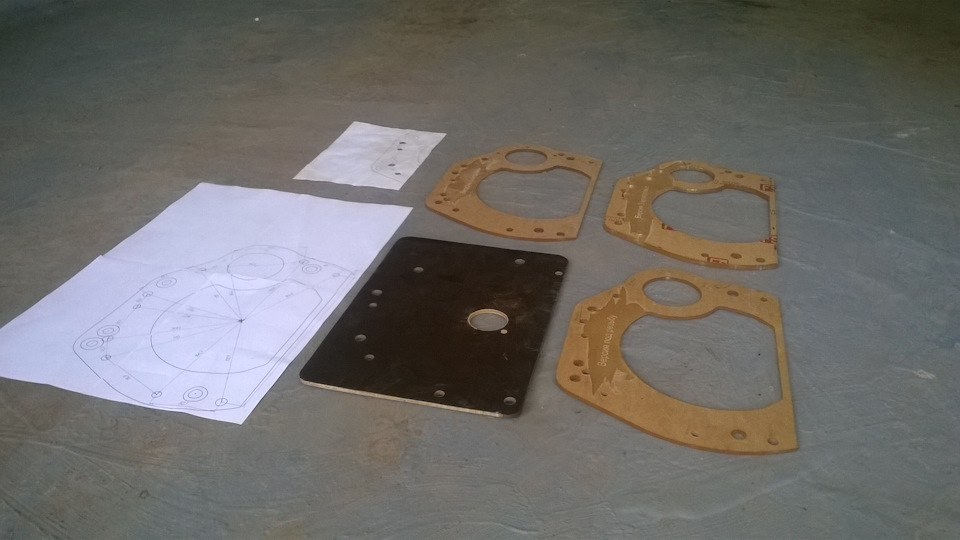
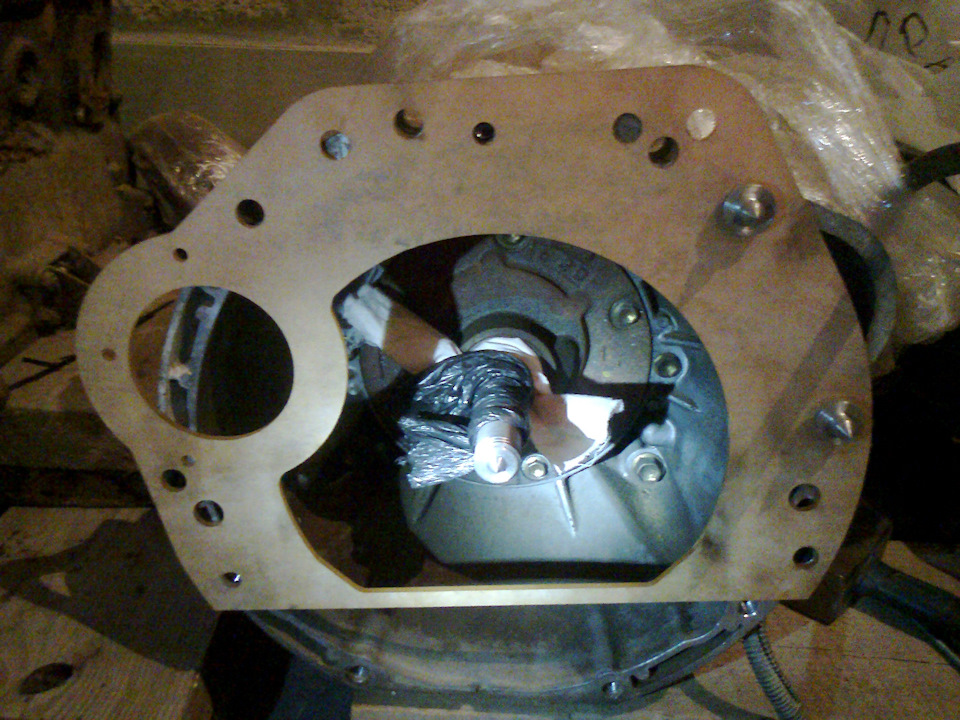
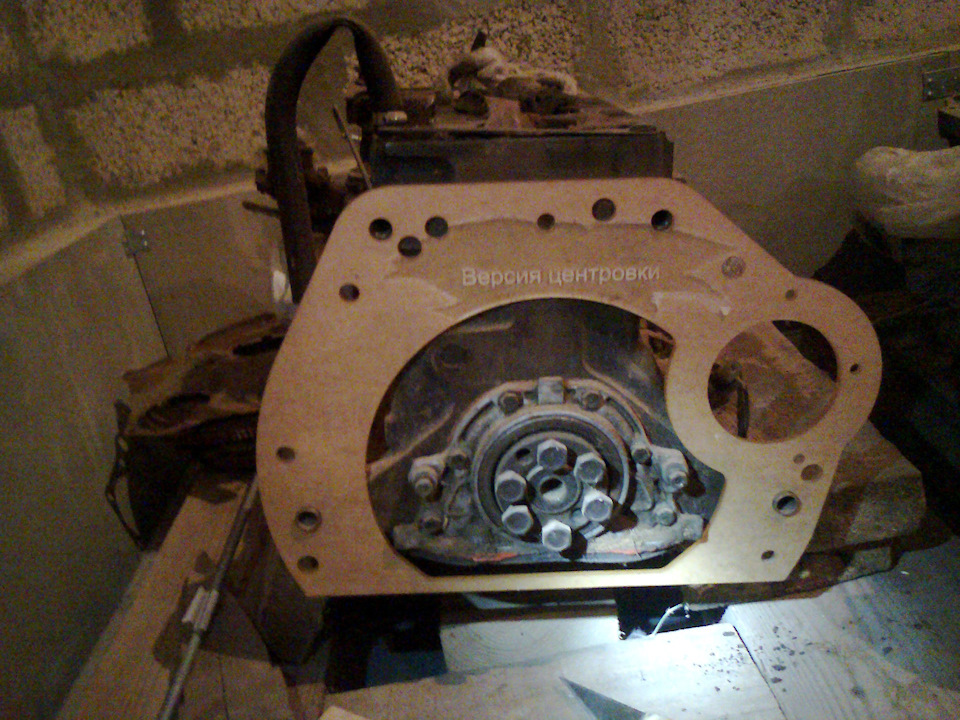
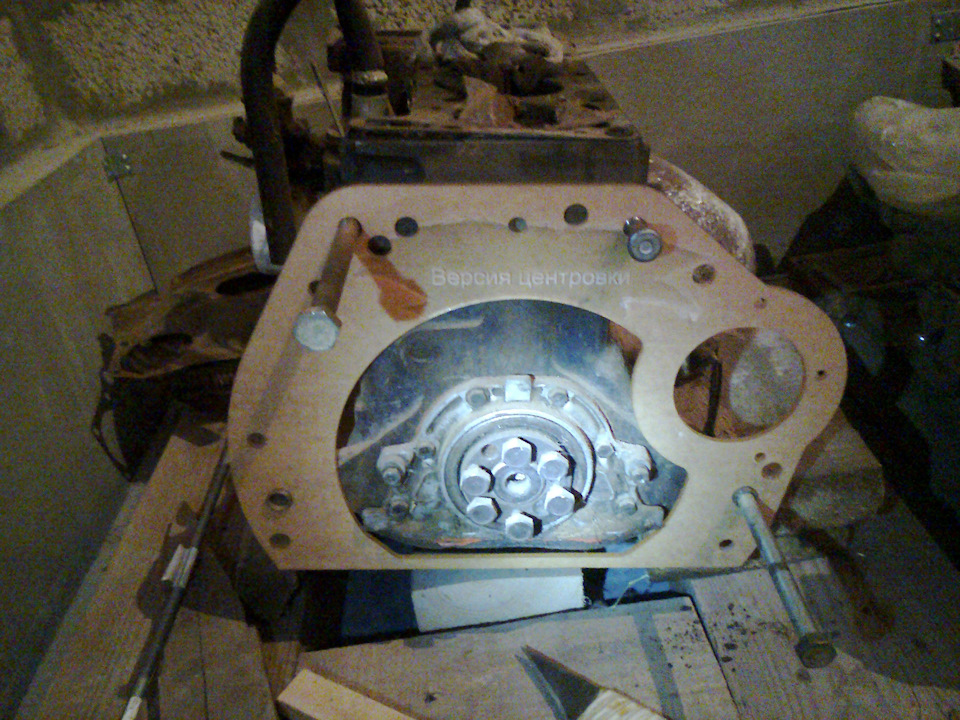
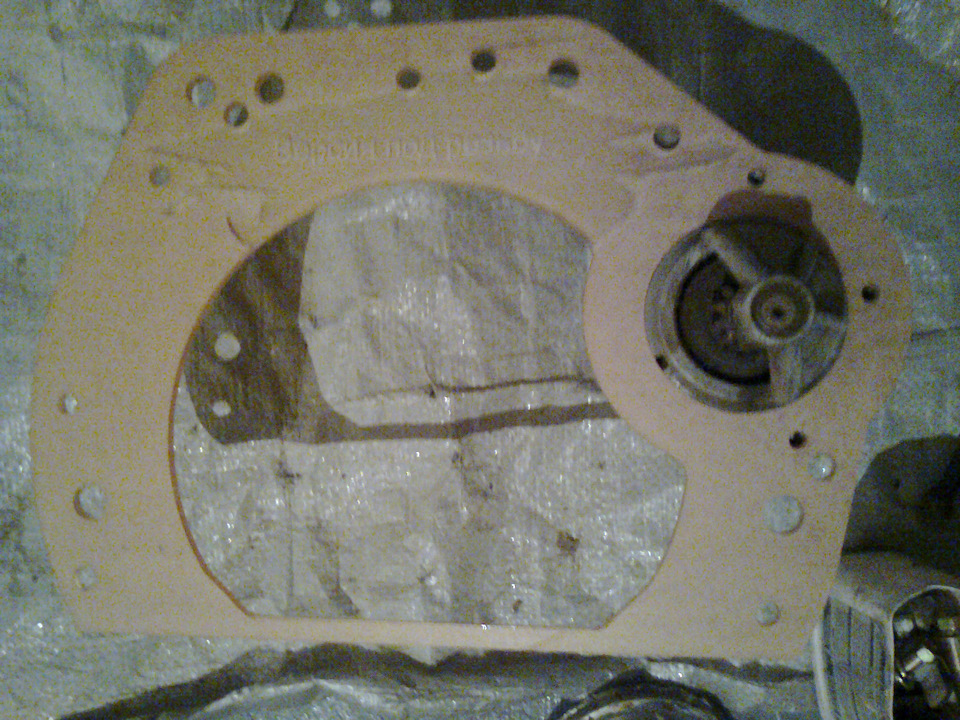
3) Изготовление проверочного экспериментального образца переходной плиты.
Есть разные варианты, но одни работают другие нет.
Варианты изготовления экспериментального образца:
1) Печать образца на принтере форматом А3 — А2.
Не у всех контор есть программа Компас, Автокад (другие будут давать еще большую погрешность).
Печать из выше перечисленных программ в масштабе 1:1.
Самый бюджетный вариант.
Этот вариант не вариант, так как дает очень большую погрешность от 1 до 1,3 мм. (на каждом принтере свой разбег погрешности, но он огромен).
2) Фрезеровка на текстолите или оргстекле.
Тестовый образец отверстий на текстолите (оргстекле) толщиной 5мм = сверловка (фрезеровка) на фрезерном ЧПУ станке. (Для тех, у кого есть такая возможность). Вместо текстолита лучше использовать оргстекло, так как оно прозрачное и можно увидеть, куда нужно сдвигать отверстия в случае чего. Высокая точность = 0,01мм (зависит от модели, состояния, года и т.д.).
Высокая стоимость (или «халява» для тех, у кого есть такая возможность).
3) Лазерная резка на оргстекле.
а) Оргстекло прозрачное можно сразу определить не точности, если они есть.
б) Можно вырезать деталь сразу в нужную толщину. (Все зависит от финансов и наличия материала)
в) Достаточно точный способ, если делает фирма, занимающаяся именно лазерной резкой и грамотный станочник.
г) Средняя бюджетность.
Самый лучший вариант это фирма, чисто занимающаяся лазерной резкой. Так как в моем городе нет станков лазерной резки занимающихся именно металлообработкой и прочим. Мне пришлось обратиться к «рекламщикам». В моем случае получился брак по кромке среза. Она была прилично завалена (Станочник станочнику рознь). Так как выбор особого у меня не было, я довольствовался тем, что имел. Сделал еще копии, но уже с лучшим срезом кромки.
Нужно найти хороший станок лазерной резки с грамотным станочником.
Некоторые фотографии сделаны в ночное время, так что качество удовлетворительное. (Важна лишь сама информация)








Лада 2106 1997, двигатель бензиновый 1.4 л., 74 л. с., задний привод, автоматическая коробка передач — тюнинг
Машины в продаже

Лада 2106, 1999
Лада 2106, 1983

Лада 2106, 1987

Лада 2106, 1992
Комментарии 10

Я прям снимаю шляпу перед подходом к вопросу) — уже ночь а я залип)

Благодарю за отзыв.

Благодарю за отзыв.
Если я вас правильно понял, зазор между маховиком и крепежными упорами на бублике = 0 мм, т.е. маховик прикручен к бублику без зазора.
Рекомендую прочитать все статьи в бортовом журнале с самой первой, так как они всё выставлены в хронологическом порядке. ( В некоторых статьях могут быть продолжения того или иного этапа работ. Во всех статьях старался по максимуму написать полезную информацию)
Определение совместного расположения агрегатов.
Я делал так: чтобы проще было понять где какой элемент находится, я грубо говоря чертил на листке местный разрез с указанием всех размеров деталей, предварительно измерив их. Лучше конечно чертить в масштабе 1:1 для полноты картины, но я так не парился. Набросал все размеры и уже потом считал, что я смогу сдвинуть, а что нет. (Показать проще чем написать) (В масштабе 1:1 можно отрисовать в программе Компас)
1)Сначала нужно измерить все детали (высота, глубина и прочее)
а) Высота прикрученного маховика от торца блока.
б) Толщина переходной плиты.
в) Глубина посадки бублика по середине от торца АКПП.
г) Замер бублика спереди. (вылет под центровочную втулку)
д) Замер бублика сзади. (вылет «вилочного цилиндра бублика», глубина пазов вилки бублика)
е) Замер расположения сальника под бублик в АКПП.
ё) Замер усов маслонасоса АКПП. (глубина залегания усов + их высота)
ж) Замер вала АКПП.
2) Все полученные данные чертим на бумаге либо в программе. Лучше начинать отрисовывать от блока двигателя.
Из ходя из полученных данных чертил (или в уме просчитывал), что куда будет упираться или нет и на сколько. Соответственно в дальнейшем было гораздо проще понять куда можно сдвинуть ту или иную деталь.
Основные параметры которые нужно учитывать следующие:
1) Оптимальный зацеп валов и вилок маслонасоса.
2) Зазор между деталями должен быть не меньше 0,5мм, лучше больше. (Зазор от закуса бублика)
В своем варианте я сначала все рассчитал как описал выше.
Полученный размер позволял подкладывать шайбу между бубликом и маховиком (в этом варианте зазор между деталями был бы минимален), но так как везде будет хороший зацеп и не будет закуса даже без шайбы, то от шайбы я отказался.
Спасибо за такой полный ответ! я так и сделал. Решил оставить зазор между маховиком и бубликом = 1 мм. К стати, когда замерял все эти расстояния в акпп, чтобы рассчитать расстояние от внешнего края колокола до упоров на бублике, у меня получилось 17мм. Мерил по факту = 16,5 мм. Эти расчеты я делал для того, чтобы понять — сел ли бублик на место или нет. Получилось, что сел. А 0,5 мм я списал на погрешность при снятие размеров высоты бублика, его усов, и т.п…

Классная статья, спасибо большое.
А как рассчитать ответную, то есть положение маховика, относительно кпп?
Благодарю за отзыв.
Ответ на ваш вопрос = прочтите все мои статьи из бортжурнала с самой первой и до конца. В этих статьях в хронологическом порядке расписаны все расчеты и нюансы. (Данные статьи вам сильно облегчат жизнь, если задумаете такого рода переделку)

Классная статья, спасибо большое.
А как рассчитать ответную, то есть положение маховика, относительно кпп?
в случае с акпп надо посмотреть руководства по ремонту — там дают отступ пятаков гидротрансформатора от плоскости колокола.
в частности, у айсин часто 18-22-25 мм. так как недоустановка трансформатора, как и его переуглубление чревато улётом сальника маслонасоса, самого маслонасоса и трансформатора.





