



Для изготовления медных шин используется медь маркировки М1 и более, где примеси составляют не больше 0,05% от общей массы.
Пример обозначений электротехнической шины: ШММ 8,00х40,00:
В случае, когда изделие произведено из меди бескислородной, в обозначение добавляется четвертая буква B.
- Обработка медной и алюминиевой шины
- Типовые сечения шин и их токовые номиналы
- Гибка медной и алюминиевой шины
- Перфорация медной и алюминиевой шины
- Рубка медной и алюминиевой шины
- Соединение шин между собой, перемычки
- Клеммы на автоматические выключатели
- Изготовление шины заземления, ГЗШ
- Способы оплаты услуг по комплектации и сборке электрощитов:
- Как согнуть алюминиевый лист
- Что особенного в гибке алюминия
- Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
- Особенности алюминиевых труб
- Как согнуть алюминиевую трубу
- Как работать с трубогибом в домашних условиях
- Самостоятельное сгибание алюминиевой трубы
- 🎬 Видео
Видео:Гибка медной и алюминиевой шины ШГ-150 NEO (КВТ)Скачать

 Обработка медной и алюминиевой шины
Обработка медной и алюминиевой шины
 Обработка медной и алюминиевой шины
Обработка медной и алюминиевой шиныПри сборке ВРУ, ГРЩ и многих других видов НКУ для подключения автоматических выключателей, плавких вставок, а также для соединения секций изделия между собой используется медная или алюминиевая шина соответствующего сечения.

Однако обработка медных и алюминиевых шин заметно отличается от обычной обработки стали: на них категорически нельзя воздействовать быстродвижущимися резцами, абразивами и пр., поскольку в районе такого воздействия происходит сильный нагрев, а при нагреве, в свою очередь, меняется структура меди.
Типовые сечения шин и их токовые номиналы
Таблица отображает сечение и токовые номиналы типовых медных и алюминиевых шин.
| Сечение шины, мм | Допустимый ток *, А | Вес **, кг | ||
|---|---|---|---|---|
| переменный | постоянный | за 1 метр | за 4 метра | |
| Шина медная 15×3 | 210 | 210 | 0,4 | 1,61 |
| Шина медная 20х3 | 275 | 275 | 0,54 | 2,14 |
| Шина медная 25х3 | 340 | 340 | 0,67 | 2,68 |
| Шина медная 30х4 | 475 | 475 | 1,07 | 4,29 |
| Шина медная 40х4 | 625 | 625 | 1,43 | 5,71 |
| Шина медная 40х5 | 700 | 705 | 1,79 | 7,14 |
| Шина медная 50х5 | 860 | 870 | 2,23 | 8,93 |
| Шина медная 50х6 | 955 | 960 | 2,68 | 10,72 |
| Шина медная 60х6 | 1125 | 1145 | 3,22 | 12,86 |
| Шина медная 60х8 | 1320 | 1345 | 4,29 | 17,14 |
| Шина медная 60х10 | 1475 | 1525 | 5,36 | 21,43 |
| Шина медная 80х6 | 1480 | 1510 | 4,29 | 17,14 |
| Шина медная 80х8 | 1690 | 1755 | 5,72 | 22,86 |
| Шина медная 80х10 | 1900 | 1990 | 7,15 | 28,58 |
| Шина медная 100х6 | 1810 | 1875 | 5,36 | 21,43 |
| Шина медная 100х8 | 2080 | 2180 | 7,15 | 28,58 |
| Шина медная 100х10 | 2310 | 2470 | 8,93 | 35,72 |
| Шина медная 120х8 | 2400 | 2600 | 8,57 | 34,29 |
| Шина медная 120х10 | 2650 | 2950 | 10,72 | 42,86 |
| Шина алюминиевая 15×3 | 165 | 165 | ||
| Шина алюминиевая 20х3 | 215 | 215 | ||
| Шина алюминиевая 25х3 | 265 | 265 | ||
| Шина алюминиевая 30х4 | 370 | 365 | ||
| Шина алюминиевая 40х4 | 480 | 480 | ||
| Шина алюминиевая 40х5 | 545 | 540 | ||
| Шина алюминиевая 50х5 | 670 | 665 | ||
| Шина алюминиевая 50х6 | 745 | 740 | ||
| Шина алюминиевая 60х6 | 880 | 870 | ||
| Шина алюминиевая 60х8 | 1040 | 1025 | ||
| Шина алюминиевая 60х10 | 1180 | 1155 | ||
| Шина алюминиевая 80х6 | 1170 | 1150 | ||
| Шина алюминиевая 80х8 | 1355 | 1320 | ||
| Шина алюминиевая 80х10 | 1540 | 1480 | ||
| Шина алюминиевая 100х6 | 1455 | 1425 | ||
| Шина алюминиевая 100х8 | 1690 | 1625 | ||
| Шина алюминиевая 100х10 | 1910 | 1820 | ||
| Шина алюминиевая 120х8 | 2040 | 1900 | ||
| Шина алюминиевая 120х10 | 2300 | 2070 | ||
* при условии подключения 1 полосу на фазу
** Вес из расчета плотности меди 8,93 г/см3
Видео:Станок для резания и гибки медных и алюминиевых шинСкачать

Гибка медной и алюминиевой шины
 Гибка медной и алюминиевой шины
Гибка медной и алюминиевой шины
Гибка шины производится на специализированных гидравлических гибочных станках. Предварительно на шину наносится разметка, позволяющая точно позиционировать в станке место гиба. В процессе гибки контролируется угол гиба, что позволяет точно воспроизводить шины по заданному размеру.
Угол гиба может быть различным и обусловлен лишь местами соединений и подключений шин, а также удобством сборки и последующего обслуживания.
Для изменения направления плоскости шины применяется продольное скручивание на 90º.

Специалисты нашего Производства с удовольствием выполнят гибку шин по Вашим чертежам и заданиям.
Видео:Гибка мелкой шины с помощью кабельного преса ПГР 300Скачать
Перфорация медной и алюминиевой шины
 Перфорация медной и алюминиевой шины
Перфорация медной и алюминиевой шиныДля соединения шин в шинопроводе между собой, а также для подключения питающих и отходящих линий в шине размечают и перфорируют отверстия соответствующего диаметра с применением шинного перфоратора. Расстояние между отверстиями рассчитывается таким образом, чтобы наконечники присоединений не касались друг друга и было удобно выполнять присоединение, а впоследствии, во время эксплуатации электроустановки, протяжку болтовых соединений.

Соединение шин и подключение кабелей выполняется с помощью болтов и гаек исключительно с тарельчатыми шайбами. Применение шайб типа «гровер» крайне не рекомендуется, поскольку при сильном нагреве (например КЗ), гровер теряет свои пружинящие свойства, вследствие чего болтовое соединение становится ненадежным, переходное сопротивление т в месте присоединения увеличивается.
Видео:Как просверлить медную шинуСкачать

Рубка медной и алюминиевой шины
 Рубка медной и алюминиевой шины
Рубка медной и алюминиевой шиныПеред резкой шина размечается и фиксируется на станине гильотины. Рез получается ровным и практически не требует дополнительной обработки.

Для заказа резки шин Вам необходимо указать их сечение и требуемые размеры изделий.
Видео:Изготавливаем ошиновку ВРУСкачать

Соединение шин между собой, перемычки
Для отвода электропитания от токопровода до автоматического выключателя на большие токи также может применяться шина соответствующего сечения. Изогнув её соответствующим образом и присоединив автоматический выключатель получаем жесткое присоединение.
Также для шунтирования шин N и Pe изготавливается и монтируется перемычка сечением не менее сечения шины.

Видео:Инструмент для обработки медных шинСкачать

Клеммы на автоматические выключатели
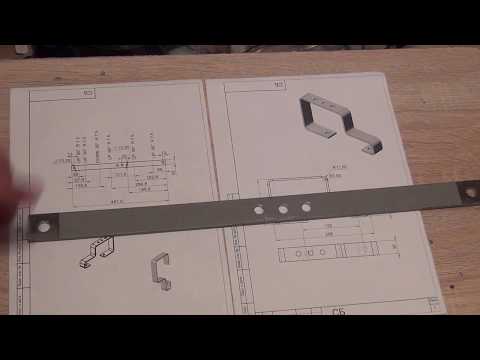
Зачастую кабельные наконечники, особенно при спарке питающих линий, сложно разместить и закрепить в клеммах автомата. Выходом из этого положения послужит изготовление переходных пластин, существенно расширяющих возможности грамотного и надежного подключения кабельных линий к аппарату защиты.
Общее сечение пластины подбирается исходя из токового номинала автоматического выключателя, количество присоединительных отверстий оговаривается.
Видео:Как согнуть медную или латунную трубу без обжига, песка, льда, забытые хитростиСкачать

Изготовление шины заземления, ГЗШ
Изготавливаем шины заземления, Главные заземляющие шины по Вашим размерам, эскизам и чертежам.

Шины заземления предназначены для подключения заземляющих проводников всех систем здания к контуру заземления. Основная функция ГЗШ считается создание на вводе на объект зоны нулевым потенциалом относительно земли. К ней же подключается и электрооборудование, требующее заземления и работающее в границах объекта.
Для заказа шины заземления Вам необходимо указать:

Способы оплаты услуг по комплектации и сборке электрощитов:
Для удобства наших Заказчиков оплату работ по комплектации и сборке электрических щитов можно выполнить следующими способами:
Видео:#31 | ERKO | Гибка шин Al и Cu | Гибочно-пробивной инструмент HGD 125Скачать

Как согнуть алюминиевый лист
Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки.
При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны.

В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки. С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации. При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
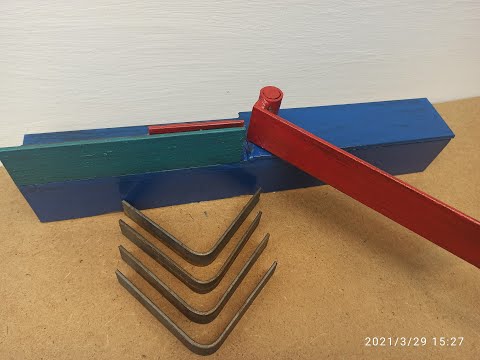
Нужен совет коллективного разума. Дано: 5 пластин из аллюминиевой шины. Необходимо их загнуть. Как загнуть показано на картинке. Тиски и молоток не предлагать.
Видео:Гибка шины на реброСкачать

Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
К недостаткам свободного метода можно отнести:
Видео:Медные и алюминиевые шины в НКУСкачать
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Особенности алюминиевых труб
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
🎬 Видео
как согнуть медную трубкуСкачать

Медная шинаСкачать

Болтовые соединения силовых шин в электрических шкафах.Скачать

Шиногиб. Полосогиб своими руками.Скачать
Как сверлить отверстия в толстой медной шине?Скачать

ШиногибСкачать

Как согнуть медную трубу кондиционера?Скачать

Как развальцевать медную трубку без вальцевателя! Мастера просто в шоке!Скачать

Гибка медной токопроводящей шины толщиной 20 ммСкачать

Как согнуть медную трубку без излома и перегиба.Скачать






