G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
Одним из самых интересных и эффективных методов программирования обработки является параметрическое программирование. Удивительно, но большинство технологов-программистов хоть и слышали об этом методе, но совершенно не умеют его использовать. В этом разделе вы познакомитесь с теорией параметрического программирования и коснетесь основ макроязыка системы ЧПУ современного станка.
Большинство станочных систем ЧПУ имеют в своем распоряжении специальный язык для параметрического программирования (макропрограммирования). Например, в СЧПУ Fanuc этот язык называется Macro В. Если вы хоть немного знакомы с языком программирования Бейсик (Basic), то вы без труда разберетесь и с Macro В. Команды и функции именно этого языка мы рассмотрим подробно. В обычной управляющей программе вы указываете различные G-коды, а также направления и величины перемещений при помощи числовых значений. Например, G10 или Х100. Однако СЧПУ станка может делать то же самое при помощи переменных.
Символом переменной в Macro В является знак #. Например, в программе можно указать следующие выражения:
Это означает, что переменной #1 присваивается значение 100, а переменной #2 – значение 200. Переменная #3 будет являться результатом суммы переменной #1 и переменной #2. С таким же успехом можно записать и G-код:
Переменной #1 присвоено значение 1. Тогда вторая строка по своей сути будет обозначать код линейной интерполяции G1. С переменными можно производить различные арифметические и логические операции, что позволяет создавать «умные» программы обработки или различные станочные циклы.
В памяти системы ЧПУ существует область, в которой хранятся значения переменных. Вы можете заглянуть в эту область, если найдете раздел памяти СЧПУ, который обычно называется MACRO или VARIABLES. Присваивать значения переменным можно не только внутри программы, но и непосредственно – вводя значения в регистры этой памяти. Приведу несколько примеров. Можно составить такую программу:
В этом случае значения присваиваются переменным внутри программы. Чтобы в будущем изменить числовые значения переменных #1 и #2, придется отредактировать программу.
Можно реализовать более удобный вариант, который позволит изменять значения переменных в любой момент, не прибегая к изменению самой программы:
Как видите, переменным #1 и #2 в программе не присвоено никаких значений. Оператор станка может войти в область переменных MACRO и ввести любое числовое значение для любой переменной.
№ переменной
Значение
0 1 2 3 4 … 700 701 …
0 10 12 0 0
После того как оператор станка присвоил переменной #1 значение 10, а переменной #2 значение 12 и выполнил программу, значение переменной #3 станет равным 22.
№ переменной
Значение
0 1 2 3 4 … 700 701 …
0 10 12 22 0
Все переменные системы ЧПУ можно условно разделить на 4 типа:
Локальные переменные могут быть использованы внутри макросов для хранения данных. При выключении электропитания локальные переменные обнуляются. У большинства станков с СЧПУ Fanuc нулевой серии локальными являются переменные с номерами от 1 до 33.
Общие переменные могут работать внутри различных параметрических программ и макросов. При выключении электропитания некоторые общие переменные обнуляются, а некоторые сохраняют свои значения. У большинства станков с СЧПУ Fanuc нулевой серии общими являются переменные с номерами от 100 до 999.
Системные переменные используются для чтения и записи различной системной информации – данных о позиции инструмента, величинах компенсации, времени и др. Номера системных переменных для Fanuc нулевой серии начинаются с 1000.
Нулевые переменные всегда равны нулю.
Для выполнения арифметических и логических операций язык Macro В предоставляет набор команд и операторов.
Таблица 10.1. Основные арифметические и логические команды
Функции
Формат
Равенство Сложение Вычитание Умножение Деление Синус Косинус Тангенс Арктангенс Квадратный корень Абсолютное значение Округление ИЛИ (OR) И (AND)
#a=#b #c=#a+#b #c=#a-#b #c=#a*#b #c=#a/#b #c=SIN[#b] #c=COS[#b] #c=TAN[#b] #c=ATAN[#b] #c=SQRT[#b] #c=ABS[#b] #c=ROUND[#b] #c=#a OR #b #c=#a AND #b
Для управления переменными и для выполнения различных логических операций служат макрокоманды. Макрокоманды языка Macro В похожи на команды Бейсика.
Команда безусловного перехода GOTO предназначена для передачи управления определенному кадру программы. Формат команды следующий:
После выполнения кадра N30 система ЧПУ переходит к кадру N10. Затем снова работает с кадрами N20 и N30 – получается бесконечный цикл.
Команда условия IF позволяет выполнять различные действия с условием. После IF указывается некоторое выражение. Если это выражение оказывается справедливым, то выполняется команда (например, команда безусловного перехода), находящаяся в кадре с IF. Если выражение оказывается несправедливым, то команда, находящаяся в кадре с IF, не выполняется, а управление передается следующему кадру.
В начале программного примера переменным #1 и #2 присваиваются значения 100 и 80 соответственно. В кадре N20 происходит проверка условия. Если значение переменной #1 больше значения переменной #2, то выполняется команда перехода GOTO к кадру окончания программы N40. В нашем случае выражение считается справедливым, так как 100 больше, чем 80. В результате после выполнения кадра N10 происходит переход к кадру N40, то есть кадр N30 не выполняется.
В этой же программе можно изменить значения переменных:
Во втором случае условие в кадре N20 не будет справедливым, так как 100 не больше, чем 120. В результате после выполнения кадра N10 не происходит переход к кадру N40, то есть кадр N30 выполняется как обычно.
В выражении [#1 GT #2] используются операторы сравнения. В табл. 10.2 сведены операторы для сравнения переменных языка Macro В.
Таблица 10.2. Операторы сравнения
Оператор
Смысл
EQ NE GT GE LT LE
Равно (=) Не равно Больше (>) Больше или равно Меньше (
Рис. 10.7. Создадим параметрическую программу для обработки детали с неизвестными размерами
Для того чтобы создать параметрическую программу, необходимо придумать алгоритм, позволяющий изменять поведение программы обработки в зависимости от значений указанных переменных. В нашем случае основой УП является стандартный цикл сверления G81. Остается найти закон, по которому описываются координаты центров отверстий при любых первоначальных значениях радиуса, углов и произвольном количестве отверстий.
% О2000 N10 G21 G90 G80 G54 G40 G49 G00 N20 G17
Первые кадры программы будут стандартными. Это номер программы, строка безопасности и код G17 выбора плоскости XY.
Так как координаты центров отверстий задаются с помощью радиуса и угла, то есть в полярной системе координат, то в кадре N30 укажем код G16.
Далее следуют вызов инструмента (сверла), компенсация его длины и включение оборотов шпинделя.
N40 Т1 М6 N45 G43 HI Z100 N50 S1000 M03 #120=0
В кадр N60 поставим цикл сверления G81 и координаты центра первого отверстия. Как вы помните, в случае работы с полярными координатами X обозначает радиус, a Y определяет угол. Значения радиуса и начального угла известны, они устанавливаются переменными #100 (радиус) и #101 (начальный угол). Вводится некоторая переменная #120 с нулевым значением. Эта переменная представляет собой счетчик. Чуть позже вы поймете назначение данной переменной.
N60 G98 G81 Х#100 Y#101 Z-5 R0.5 F50
Переменная #103 отвечает за общее количество отверстий. Так как первое отверстие мы уже просверлили, то уменьшим #103 на 1. Таким образом, кадр N70 обеспечивает подсчет оставшихся отверстий. А кадр N75 увеличивает значение переменной #120 на 1.
N70 #103=#103-1 N75 #120=#120+1
Если количество отверстий, которые осталось просверлить, равно нулю, то следует отменить цикл сверления, выключить обороты шпинделя и завершить программу.
N80 IF [#103 EQ 0] GOTO 120
В кадре N80 происходит сравнение значения переменной #103 с нулем. Если переменная #103 равна нулю, то управление передается кадру N120 в конце программы. Если же переменная #103 не равна нулю, то выполняется следующий кадр.
N90 #130=#102*#120 N95#110=#101+#130
Кадр N90 предназначен для определения углового приращения. Новая переменная #110 является суммой #101 (начального угла) и #130 (углового приращения). Кадр N95 обеспечивает расчет угла последующего отверстия.
Затем указывается новый угол для сверления, и управление передается кадру N70.
N100 Y#110 N110 GOTO 70
При помощи кадра N70 образуется замкнутый цикл, который обеспечивает расчет координат центров отверстий и сверление до тех пор, пока значение переменной #103 не будет равно нулю. Если значение #103 станет равным нулю, то управление будет передано кадру N120.
N120 G80 N125 М05 N130 G15 N140 М30 %
Заключительные кадры программы предназначены для отмены постоянного цикла (G80), выключения оборотов шпинделя (М05), выключения режима полярных координат (G15) и завершения программы (М30).
Любая параметрическая программа должна быть тщательно проверена, прежде чем она попадет на станок. Скорее всего, у вас не получится проверить такую программу при помощи редактора УП и бэкплота, так как в ней присутствуют переменные. Самая надежная проверка в данном случае – это подстановка значений для входных переменных и «раскручивание» алгоритма уже с конкретными числами.
Предположим, что оператор станка получил чертеж детали (рис. 10.8) для обработки отверстий. Он должен установить нулевую точку G54 в центр детали, замерить длину сверла и установить его в шпиндель. Затем следует войти в область переменных MACRO и ввести следующие числовые значения:
№ переменной
Значение
… 100 101 102 103 104 105 …
… 12.5 45 20 4 0 0 …
Рис. 10.8. Вместо переменных на чертеже стоят конкретные размеры и известно количество отверстий
Для проверки созданной параметрической программы достаточно подставить конкретные значения переменных и, «прокручивая» алгоритм, получить обычную программу.
Эту же программу можно записать и в привычном виде:
Теперь попробуем создать макропрограмму, которая будет функционировать аналогично постоянному циклу. Для обработки детали, показанной на рис. 10.8, оператор станка должен ввести и отработать следующую команду:
G65 P9010 I12.5 A45 B20 H4
При этом наша параметрическая программа (с новым номером О9010) уже должна находиться в памяти СЧПУ. Как правило, макропрограммы имеют номера с 9000 и выше, недоступны для свободного редактирования. Команда G65 предназначена для немодального вызова макропрограммы. При этом адреса I, А, В, Н в кадре с G65 передают свои числовые значения определенным локальным переменным. Для нахождения соответствия адресов локальным переменным можно воспользоваться табл. 10.3.
Можно подстроить переменные в нашей программе, вставив следующие строки в программу:
В результате получаем макропрограмму:
Хотя созданная нами параметрическая программа и не является оптимальной, однако она наглядно демонстрирует широкие возможности этого метода по созданию эффективных УП и различных станочных циклов.
Главная Статьи Стандартные токарные циклы Fanuc [основная статья]
Стандартные токарные циклыFANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
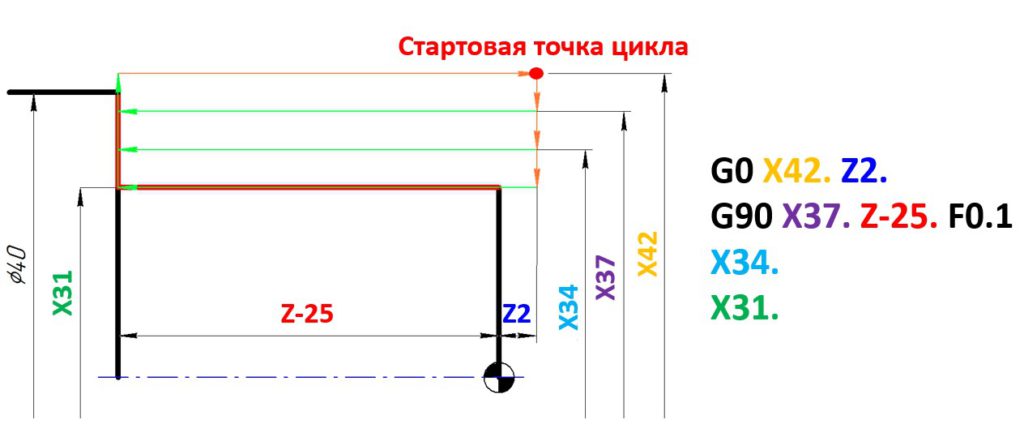
Цикл продольной черновой обработкиG90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
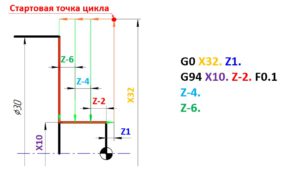
Цикл торцевой черновой обработкиG94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
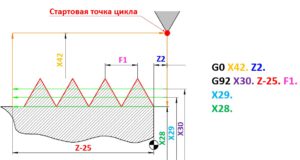
Цикл нарезания резьбыG92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
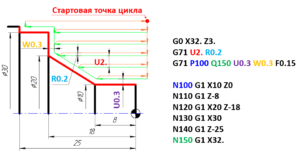
Цикл черновой продольной контурной обработкиG71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработкиG72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG72:
Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
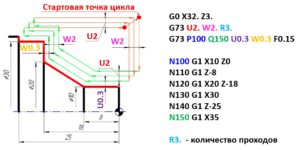
Цикл контурной обработкиG73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработкиG70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
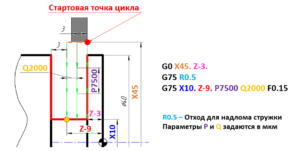
Цикл автоматической обработки канавокG75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
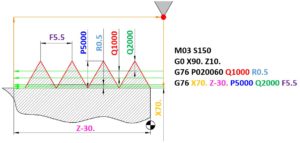
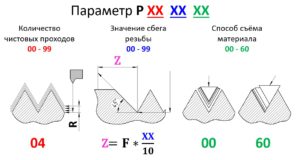
Цикл автоматического нарезания резьбыG76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
Недостатки:
Ниже представлен пример программирования циклаG76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!


 Что такое программирование ЧПУ G-кодами
Что такое программирование ЧПУ G-кодами Что такое программирование ЧПУ G-кодами
Что такое программирование ЧПУ G-кодами
 Что такое G-код ЧПУ
Что такое G-код ЧПУ Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
 Почему стоит изучать программирование ЧПУ
Почему стоит изучать программирование ЧПУ