

Главная Статьи Стандартные токарные циклы Fanuc [основная статья]
- Стандартные токарные циклы FANUС [основная статья]
- Цикл продольной черновой обработки G90
- Цикл торцевой черновой обработки G94
- Цикл нарезания резьбы G92
- Цикл черновой продольной контурной обработки G71
- Цикл черновой поперечной контурной обработки G72
- Цикл контурной обработки G73
- Цикл чистовой контурной обработки G70
- Цикл автоматической обработки канавок G75
- Цикл автоматического нарезания резьбы G76
- Токарные циклы для фанук
- Стандартные токарные циклы FANUС [основная статья]
- Цикл продольной черновой обработки G90
- Цикл торцевой черновой обработки G94
- Цикл нарезания резьбы G92
- Цикл черновой продольной контурной обработки G71
- Цикл черновой поперечной контурной обработки G72
- Цикл контурной обработки G73
- Цикл чистовой контурной обработки G70
- Цикл автоматической обработки канавок G75
- Цикл автоматического нарезания резьбы G76
- G76 – цикл автоматического нарезания резьбы [9]
- Выбор нулевой точки резца
- Выбор стартовой точки цикла G76
- G76 – описание цикла (первая строка)
- R = r * N
- G76 – описание цикла (вторая строка)
- P = F * α = 2 * 0,542 = 1,083
- X = D – 2P = 16 – 2 *1,083 = 13,835
- G90 – цикл продольной черновой обработки [1]
- Программирование цилиндрической наружной проточки
- Программирование цилиндрической внутренней расточки
- Программирование конической проточки
- R = (Z + ΔZ) × tg α
Стандартные токарные циклы FANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.

Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
Цикл продольной черновой обработки G90
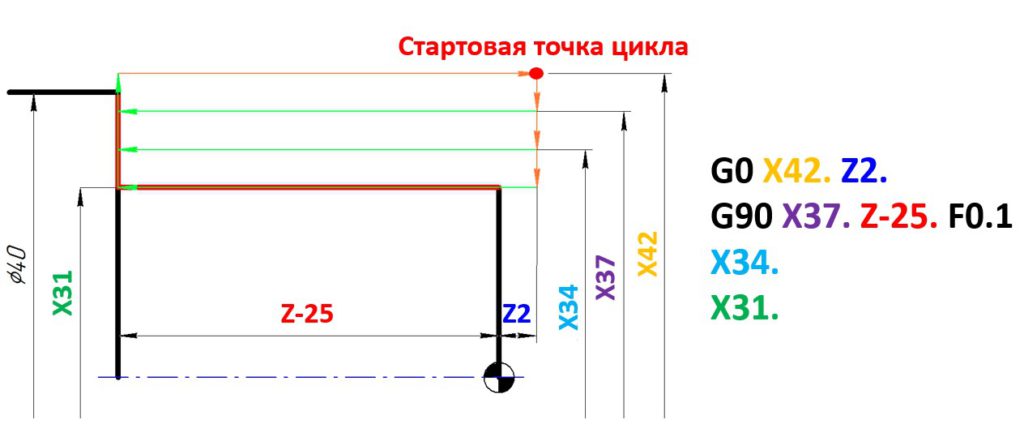
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
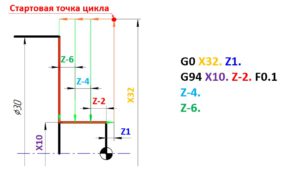
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
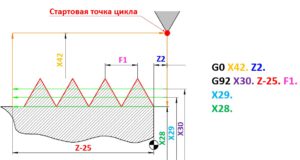
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
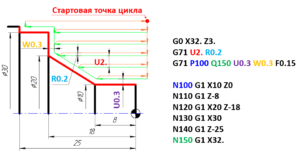
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G72:

Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
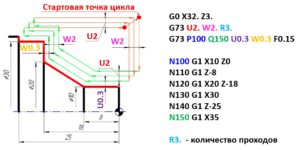
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G70:

Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
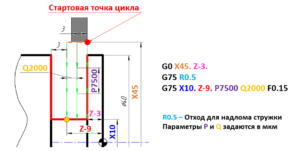
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
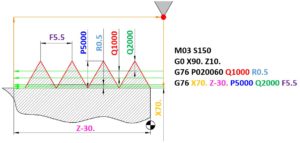
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
 Токарные циклы для фанук
Токарные циклы для фанук
 Токарные циклы для фанук
Токарные циклы для фанук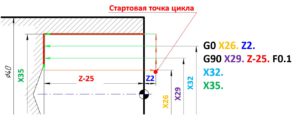
Стандартные токарные циклы FANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
Цикл продольной черновой обработки G90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G72:
Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
Недостатки:
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
G76 – цикл автоматического нарезания резьбы [9]
Рубрика: “Циклы FANUC понятным языком”
Цикл G76 является стандартным циклом, применяемым на токарных станках с ЧПУ Fanuc. Резьбовое соединение – это вид разъёмного соединения, который очень часто применяется в машиностроении. Около 70% деталей, изготовленных на токарных станках, будут содержать элементы резьбы. Соответственно, операторы ЧПУ работающие со стойкой Fanuc, должны уметь правильно запрограммировать цикл резьбы G76.
Раньше, когда станков с ЧПУ практически не было, нарезать резьбу можно было на токарно-винторезном станке. Во-первых, этот процесс занимал много времени. Во-вторых, нельзя было нарезать резьбу произвольного шага, так как шаг резьбы задавался с помощью коробки подач. В настоящее время цикл ЧПУ G76, применяемый для нарезки резьбы на токарных станках с ЧПУ, существенно облегчил эту задачу.
Предлагаем Вам разобрать на примере, как правильно запрограммировать цикл G76. Fanuc поддерживает огромное количество циклов, в данной статье мы разберем только один из них. Описание всех остальных токарных циклов Вы сможете найти в статье стандартные токарные циклы Fanuc.
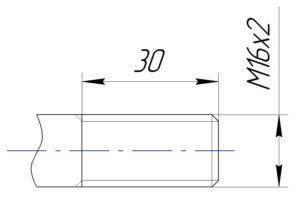
Давайте посмотрим, как запрограммировать резьбу M16х2. По стандартам ЕСКД данная запись гласит, что нам нужна метрическая резьба с внешним диаметром 16 мм и шагом 2 мм.
Выбор нулевой точки резца
Для начала нам нужно выбрать подходящий резьбовой резец. Основным параметром резьбовой пластины будет её угол при вершине. В нашем случае угол пластины должен быть 60° (т.к. резьба метрическая). Вы должны убедиться, что оправка резца по своим габаритам позволяет выполнить данную операцию. Это очень важно, так как при запуске цикла в автоматическом режиме во время реза не будет работать кнопка «CYCLE STOP». Если вы нажмёте кнопку «CYCLE STOP», то станок остановится только после возвращения резца в стартовую точку цикла. Соответственно, остановить станок получится только кнопкой «emergency stop» или «RESET».
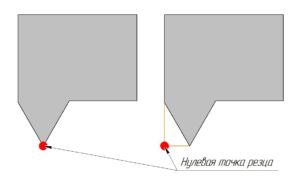 Затем нам необходимо привязать нулевую точку резца. Мы можем привязывать ноль к кончику резца или к боковой поверхности. Если Вы планируете нарезать резьбу на прутке, то Вам подойдёт первый вариант. Однако, если резьба будет заканчиваться уступом (например, шляпкой болта), то предпочтительнее второй вариант.
Затем нам необходимо привязать нулевую точку резца. Мы можем привязывать ноль к кончику резца или к боковой поверхности. Если Вы планируете нарезать резьбу на прутке, то Вам подойдёт первый вариант. Однако, если резьба будет заканчиваться уступом (например, шляпкой болта), то предпочтительнее второй вариант.
Выбор стартовой точки цикла G76
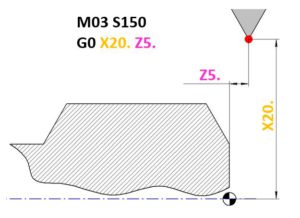
Теперь мы можем перейти непосредственно к программированию. Цикл нарезания резьбы G76 программируется с помощью 2-х строк. А также, перед включением цикла необходимо переместить инструмент в стартовую точку цикла. Стартовую точку цикла следует указывать на безопасном расстоянии от заготовки, чтобы стружка могла спокойно выводиться из зоны резания.
G76 – описание цикла (первая строка)
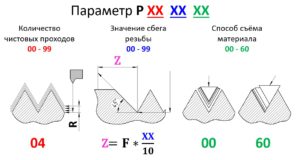
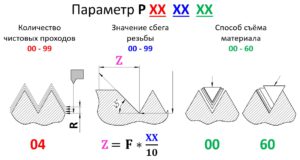
Теперь разберёмся с первой строкой цикла. Первый параметр в ней комплексный и определяет сразу 3 параметра: количество чистовых проходов, величину сбега резьбы и способ съёма материала. Задаётся буквой Р и далее следует три двузначных числа, которые должны быть написаны слитно.
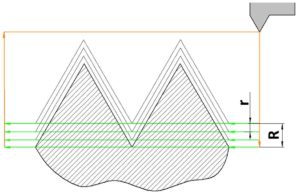
R = r * N
Параметр может принимать любые целые значения в интервале от «00» до «99». Длинна самого сбега рассчитывается по вышеуказанной формуле.
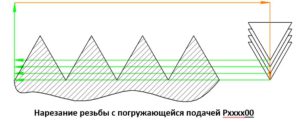
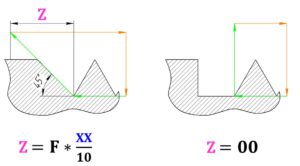
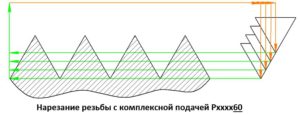
Но если требуется нарезать резьбу большой глубины, то правильнее применять боковое врезание. Благодаря этому снижается площадь контакта кромки резца с заготовкой. Если на поверхности резьбы образуется дробление, то применение бокового врезания может помочь в этой ситуации. Данный параметр может принимать значения от «00» до «99», в зависимости от угла нарезаемой резьбы. Для метрической резьбы не более «60»
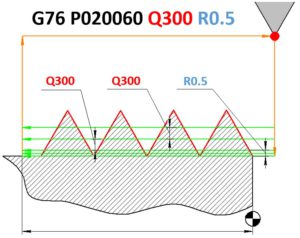
Ещё два параметра, прописываемых в первой строке цикла, отмечены на следующем рисунке:
G76 – описание цикла (вторая строка)
Во второй строке цикла параметров больше чем в первой. Обратите внимание, что программисты компании Fanuc разработали цикл нарезания резьбы G76 таким образом, что в двух строках используются параметры, имеющие одинаковые буквенные обозначения. Так что будьте очень внимательны!
Графическое описание токарного цикла G76:
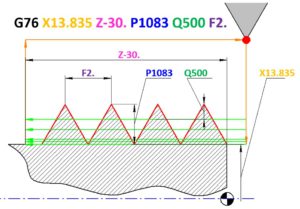
P = F * α = 2 * 0,542 = 1,083
Полученное значение умножаем на 1000, поскольку параметр Р задаётся в микрометрах и для нашего примера получаем P = 1083.
X = D – 2P = 16 – 2 *1,083 = 13,835
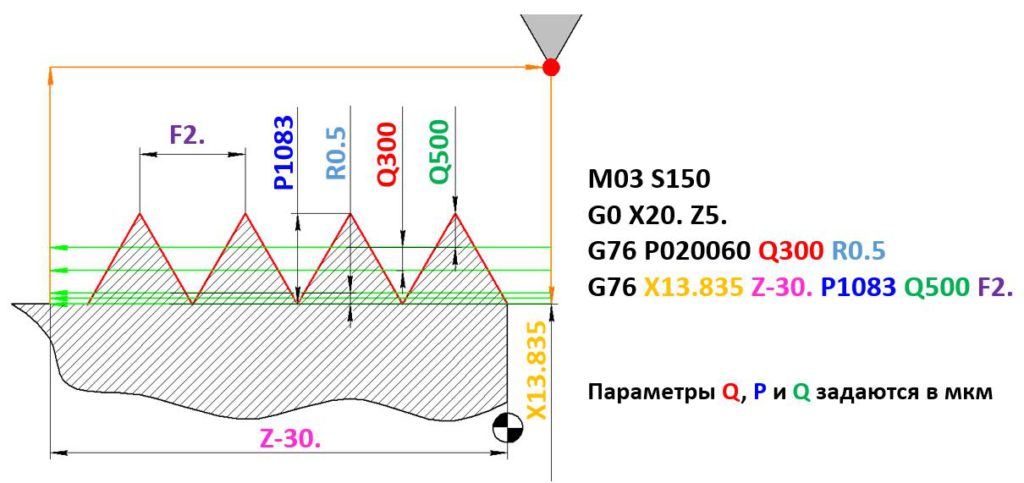
В конечном итоге цикл G76 (цикл нарезки резьбы) для нашего примера будет выглядеть следующим образом:
На этом описание токарного цикла G76 подошло к концу. В следующей статье мы рассмотрим нюансы нарезания внутренней, левой, многозаходной и конической резьбы. Переходите по ссылке и изучайте: “Цикл резьбы G76 (внутренняя, многозаходная, конусная резьба)“
G90 – цикл продольной черновой обработки [1]
Рубрика: “Циклы FANUC понятным языком”
Самая часто применяемая операция на токарном станке – это продольная проточка. Даже самые современные проходные резцы с твердосплавными пластинами не всегда могут за один проход снять нужное количество материала. Для того чтобы увеличить ресурс инструмента и сократить нагрузки на механические системы станка, материал снимают за несколько проходов. Глубина проходов зависит от свойств материала и режущего инструмента, а также надёжности закрепления заготовки.
Программирование цилиндрической наружной проточки
К примеру: у нас цилиндрическая заготовка диаметром 40мм, которую нам необходимо проточить до диаметра 31 мм на глубину 25 мм. Глубина съёма на сторону получается 4.5 мм – это очень много (в особенности для небольших токарных станков). Поэтому 4.5 мм мы разделим на 3 прохода, каждый по 1.5 мм на сторону. Помимо этого, для каждого прохода необходимо прописать точку выхода по Х, возвращение резца на безопасную позицию Z и заход на следующий диаметр Х. Для тех, кто знаком с программированием в G-кодах, будет очевидно, что для одного прохода потребуется 4 строчки программного кода. В общем на всю обработку потребуется минимум 12 строчек кода (кадров). И все эти строки придётся прописывать вручную. Давайте попробуем:
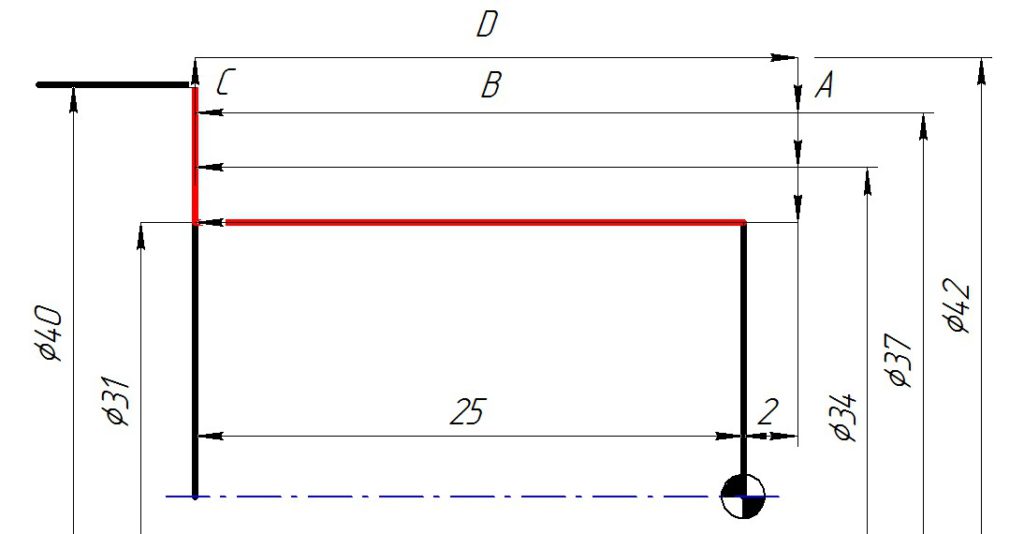
Как видно из рисунка, за один проход резцом мы делаем 4 одинаковых операции:
В нашем случае проходов всего 3 и их реально прописать вручную, но что делать, если разница между начальным и конечным диаметром значительно больше? В этом случае целесообразно применять стандартные циклы FANUC. Цикл продольной обработки G90 позволит упростить нашу программу, сократить время её написания, а также исключить нежелательные ошибки. G90 – это один из самых простых циклов FANUC, давайте взглянем на его форму записи:
Именно такие формы записи циклов можно встретить в официальных книгах FANUC по программированию, объёмом более чем на 700 страниц. Наш цикл статей позволит упростить понимание столь сложной темы и преподнести циклы пользователю на доступном языке. Поэтому далее мы будем давать свои пояснения с картинками, где цветом будет обозначено, откуда берутся и куда записываются те или иные значения.
Давайте теперь пропишем нашу программу из 12 кадров с помощью цикла G90 и посмотрим, что получилось:
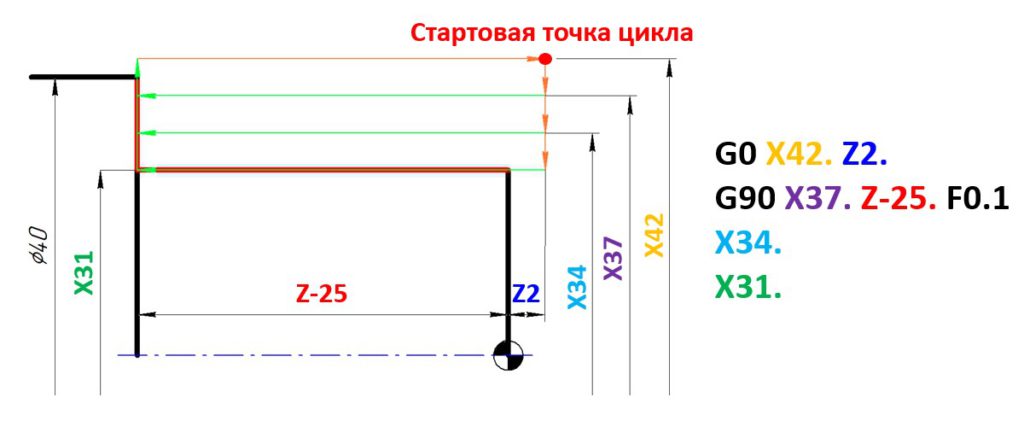
Из картинки видно, что нам больше не нужно вручную прописывать каждое движение, цикл G90 рассчитывает их сам, кроме того это позволило нам сократить программу всего до 4-х кадров! Очень важна первая строка цикла, она задаёт стартовую точку – после каждого прохода инструмент будет возвращаться именно в эту точку. Во второй строке прописывается команда G90, которая сообщает станку, что теперь он работает в режиме цикла продольной обработки. После G90 указывается диаметр первого прохода и глубина всех последующих проходов (которую мы указываем 1 раз). Команда G90 модальная и отменяется любым другим G-кодом перемещения (G0, G1, G2 или G3). Далее на каждый проход нам требуется только 1 строка, состоящая из координаты Х. Станок самостоятельно определяет траекторию ускоренной подачи (оранжевые стрелки) и траекторию рабочей подачи (зелёные стрелки).
Согласитесь, 4 кадра программы против 12-ти – это значительная выгода! К тому же, все последующие кадры весьма просты – это просто координата Х, а значит и вероятность допустить ошибку резко снижается. Как видите, ничего сложного в этом цикле нет – мы прописываем необходимую координату «X» и станок сам рассчитывает траекторию возврата в начальную точку. Однако этот цикл имеет свои недостатки:
Программирование цилиндрической внутренней расточки
А теперь может возникнуть вопрос: «А можно ли расточить отверстие подобным образом?» Ответ – Да! Если стартовая точка цикла будет ниже последующих проходов, то система FANUC определит, что это расточка внутреннего диаметра и будет действовать немного иначе.
К примеру: необходимо расточить отверстие до диаметра 35 мм, предварительно просверленное сверлом диаметром 27 мм. Как и в прошлом примере, у нас будет 3 прохода, диаметр каждого последующего прохода будет увеличиваться. Координату Х стартовой точки цикла мы выбираем немного меньшей, чем диаметр предварительно просверленного отверстия. Вот что получается:
Данный цикл очень удобен, но следует не забывать следить за стружкообразованием, иначе скопление стружки внутри отверстия может привести к поломке расточного резца.
Программирование конической проточки
Многим известно, что на токарных станках протачивают не только цилиндрические поверхности, но и конические. Не многие об этом знают, но при помощи цикла G90 можно протачивать не только цилиндрические поверхности, но и конические! Для этой задачи нам необходимо слегка модернизировать наш цикл G90, чтобы сообщить станку о своих намерениях выточить конус.
К примеру: необходимо выточить конус с углом наклона 6 градусов, с диаметром основания 31 мм и высотой 25 мм из прутка диаметром 36 мм. За конус в цикле G90 отвечает параметр R. Для того что бы понять, как он задаётся, посмотрим на рисунок:
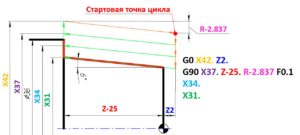
Как видно из рисунка, параметр R просто сдвигает стартовую точку цикла на фиксированное значение Х. Причём при наружной обработке нам необходимо отрицательное значение Х, так как начальный диаметр конуса меньше, чем конечный. Параметр R определяется по следующей формуле:
R = (Z + ΔZ) × tg α
При программировании внутренней расточки значение R будет положительным. Неправильный выбор знака параметра R может привести к поломке резца. Поэтому всегда проверяйте новые и отредактированные программы в режиме SBK (покадровой отработки) на минимальных скоростях перемещения.
Для тех, кто работал на станках со стойками ЧПУ Sinumerik и Heidenhain, этот приём может показаться бесполезным. Разумеется, данные стойки позволяют задавать обработку деталей в диалоговом режиме. Но не стоит забывать, что стойки ЧПУ FANUC выигрывают по цене и надёжности и за счёт этого преобладают на российском рынке. Поэтому наладчики, которые работают на стойках FANUC достаточное количество времени, могут запрограммировать даже сложную обработку за небольшое количество времени благодаря циклам автоматической обработки.
Вывод: цикл черновой продольной обработки G90 может быть полезен при программировании проточки длинных цилиндрических участков детали, но не удобен при большой разнице начального и конечного диаметров, а также при проточке конусов (необходимо рассчитывать параметр R).
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!






